Существует японское слово "муда", которое обозначает потери и отходы в процессе производства. Тайити Оно, директор Toyota, выделил семь типов муда, к которым добавили еще один. Муда представляет собой любые действия, которые потребляют ресурсы, но не создают ценности. Борьба с муда осуществляется через бережливое производство, которое помогает оптимизировать процесс работы, уменьшить затраты и повысить эффективность, создавая ценность для потребителя.
Основная идея — пересмотреть понятие ценности с точки зрения потребителя.
Поток создания ценности включает все действия, необходимые для превращения сырья в готовый продукт. Эти действия можно разделить на три категории: создающие ценность, неизбежные, но не создающие ценность, и те, которые можно исключить. Для эффективного бережливого производства важно, чтобы все участники процесса сотрудничали и делились информацией. Это требует нового подхода к взаимоотношениям между фирмами, прозрачности и соблюдения общих принципов.
Необходим переход от традиционного подхода к организации работы, основанного на разделении задач по отделам и выполнении их партиями, к более эффективному методу непрерывного потока. Исторический пример Генри Форда и его конвейерных линий иллюстрирует преимущества поточного производства. Тайити Оно и его коллеги усовершенствовали этот метод, адаптировав его для небольших объемов продукции. В результате производительность увеличивается, а количество ошибок уменьшается. Внедрение этого подхода требуется переосмысления традиционных представлений о работе и организациях, а также акцент на потребностях продукта и непрерывном улучшении (кайкаку и кайдзен).
Основным эффектом перехода к продуктовым командам и потоковому методу является значительное сокращение времени на всех этапах производства и доставки продукции. Бережливое производство позволяет гибко реагировать на изменения спроса и значительно уменьшает запасы, ускоряя возврат инвестиций. Это означает, что компании могут выпускать продукцию по мере необходимости, без излишних запасов.
Увеличение скорости потока помогает выявлять и устранять излишки, что приводит к более эффективному производству. Прозрачность процессов позволяет всем участникам видеть и улучшать процесс, что является ключевым элементом постоянных улучшений.
Ценность
Определить ценность продукта сложно, так как производители привыкли к старым методам, а потребители не всегда знают, что им нужно.
Определение ценности продукта сложно из-за множества подразделений, участвующих в его создании. Каждый отдел оценивает ценность по-своему, что приводит к неэффективности. Основная проблема в том, что каждый отдел фокусируется на своей части процесса, не учитывая весь путь потребителя. Предлагаются улучшения, такие как объединение функций сотрудников и упрощение документации для повышения удобства потребителей.
Переосмысление ценности продуктов и услуг необходимо для успешного привлечения новых потребителей. Производители должны изменить подход к общению с клиентами и интегрировать продукты и услуги. Это важно для роста продаж и успешного функционирования бережливых предприятий. После первоначального переосмысления ценности нужно постоянно пересматривать и улучшать понимание ценности для стабильного совершенствования.
Определение целевых затрат является ключевым этапом в разработке продукта, основанным на минимизации ресурсов и трудозатрат без потерь. В отличие от традиционного подхода, бережливое производство стремится исключить все ненужные шаги (муда) для снижения затрат. Это позволяет либо снизить цены, либо улучшить продукт и обслуживание, либо инвестировать в разработку новых продуктов. Целевые затраты затем используются для проверки каждого шага в процессе создания ценности.
Поток создания ценности
Лучшее место для наблюдения за созданием ценности — полки в супермаркете, где продукты достигают потребителя. Тайити Оно вдохновился этим и в 1950 году разработал систему "точно вовремя" (JIT). Исследования в магазинах Tesco показали важность описания каждого шага производства и разработки продукции. Для улучшения процессов необходимо четко описывать и анализировать действия, деля их на создающие ценность, обязательные, но не создающие ценность, и те, которые можно исключить. Устранение ненужных действий позволяет сосредоточиться на улучшении оставшихся.
Описание производства маленькой банки колы показывает, что для её создания используется большое, высокоскоростное оборудование, эффективное только при массовом производстве. Несмотря на экономию на масштабе, такие машины могут быть неэкономичными из-за косвенных затрат. Маленькие, простые машины могут быть выгоднее, так как производят продукцию по факту заказа. Предлагается исследовать все стадии производства для оптимизации добавленной ценности для потребителя.
В некоторых случаях исключение лишних действий третьего рода невозможно, можно устранить действия второго рода, не создающие ценности. Не рекомендуются бенчмаркинг, так как он может привести к самоуспокоенности или ненужным тратам времени. Вместо этого, нужно стремиться к совершенству, устраняя ненужные действия и организуя поток создания ценности.
Организация движения потока
Визит к врачу обычно включает длительное ожидание и перемещение между кабинетами. После первичного осмотра врач направляет пациента к другим специалистам, что требует дополнительных ожиданий и исследований. Анализы занимают время, а получение лекарств связано с очередями. В итоге фактическое время лечения составляет малую часть всего процесса, остальное время уходит на ожидание и передвижение. Аналогичную ситуацию можно наблюдать в авиационных путешествиях, где пересадки и ожидания занимают значительное время. В обоих случаях, несмотря на неудобства, такая организация считается эффективной. Кроме того, в строительстве домов значительная часть времени тратится на ожидание и переделки, что удорожает процесс для заказчика. Принципы потока могут применяться к любой деятельности для повышения эффективности и сокращения затрат.
Для запуска потока создания ценности необходимо сосредоточиться на конкретном объекте (проекте, заказе, продукте или услуге) и игнорировать традиционные ограничения и представления о работе. Важно переосмыслить методы работы и инструменты, чтобы обеспечить непрерывное течение потока. Вместо управления вариабельностью системы следует избавиться от старой системы и начать с чистого листа.
Для объяснения методов бережливого производства рассмотрим пример производства велосипедов. Проектирование велосипедов традиционно происходит поэтапно, с длительными очередями и доработками. Бережливое производство предлагает создать компактные команды специалистов, которые могут быстро и эффективно выполнять весь процесс от проектирования до производства, используя метод СФК (Структурирование Функции Качества). Внедрение бережливого производства позволяет сократить время разработки и затраты, улучшить точность выполнения требований потребителей. Важным элементом является синхронизация производственного процесса со спросом путем применения концепции "время такта".
Исследование психолога Михали Чиксентмихайи показало, что люди наиболее счастливы и продуктивны, когда работают над задачами, требующими полной концентрации и дающими немедленную обратную связь. В таких состояниях «потока» цель задачи становится самоцелью, а не средства достижения вознаграждений. Однако традиционные формы массового производства редко обеспечивают такие условия. В отличие от них, бережливые организации создают условия для постоянного психологического потока, предоставляя работникам возможность видеть результаты своей работы и требуя максимальных интеллектуальных усилий.
Вытягивание
Принцип вытягивания подразумевает что, действия производятся только по требованию потребителя.
В 1965 году Toyota представила модель Corona на американском рынке, что вызвало большой спрос на запчасти. Для обеспечения своевременных поставок были созданы Региональные Распределительные Центры (РРЦ). Запчасти доставлялись из Японии большими партиями раз в неделю, что приводило к необходимости хранения больших запасов. Дилеры заказывали запчасти заранее из-за длительных сроков поставки. При срочных потребностях активировалась система "неисправная машина" (VOR), чтобы быстро доставить нужные детали. Эта система обеспечивала высокий коэффициент наличия запчастей, хотя и требовала значительных запасов и больших партий поставок.
В 1984 году Toyota открыла совместное предприятие NUMMI с General Motors в Калифорнии, а в 1988 году - завод в Кентукки, что потребовало расширения сети поставщиков. В 1986 году в Огайо был создан Региональный Перераспределительный Центр (РПЦ) для консолидации запчастей. Для уменьшения затрат на транспортировку детали от поставщиков поступали в РПЦ, где их отгружали в полностью загруженных машинах. С ростом конкуренции и потребности в запчастях, Toyota осознала необходимость применения бережливого производства в дистрибуции. В итоге, были уменьшены размеры ячеек хранения и объемы партий, а также внедрены ежедневные заказы запчастей для дилеров, что значительно повысило эффективность системы.
В конце 1980-х годов североамериканское подразделение Toyota осознало преимущества системы складирования по вытягивающему принципу, что потребовало перестройки складов и изменения подходов сотрудников. В 1989 году начался переход, включающий уменьшение размеров ячеек и логическое размещение деталей. В 1990 году внедрили стандартные рабочие циклы и методы визуального контроля, что повысило эффективность работы. В 1992 году были созданы кайдзен-команды для улучшения процессов. К 1995 году Toyota смогла сократить количество работников и повысить производительность, а к 1996 году внедрила систему ежедневных заказов, что позволило значительно уменьшить запасы.
Toyota увеличила производительность и уменьшила потребность в площадях без новых технологий. В конце 1980-х годов они автоматизировали склад в Чикаго, но производительность была ниже, чем на других объектах с ручным трудом. В итоге автоматизация оказалась экономически неэффективной.
Анализ вытягивающей системы для производства и распределения запчастей показал, что снижение запасов и затрат на логистику, а также перемещение производства из Японии в Америку позволили бы Toyota производить высококачественные детали по низкой цене. Это бы устранило необходимость в распродажах для увеличения продаж. Распродажи, например, в 1994 году обошлись компании в 32 миллиона долларов только в Северной Америке. Проблема распродаж заключалась в том, что было сложно предсказать спрос, что вело к перевыпуску деталей и дополнительным затратам. Внедрение вытягивающей системы позволило бы стабилизировать производство и снизить издержки. Однако, дилеры были привыкли к традиционной системе и неохотно принимали новые методы.
В 1994 году склады Sloane Toyota были неорганизованными и переполненными, что приводило к долгим поискам запчастей и потере времени. В 1995 году, приняв инициативу Toyota по внедрению вытягивающей системы, Sloane реорганизовала склад, уменьшив размеры ячеек и объединив два склада. Это позволило увеличить количество деталей, сократить складские площади и запасы, а также повысить эффективность работы. В результате увеличилось число обслуживаемых машин, сократились очереди и повысилась удовлетворенность клиентов.
Экономия, достигаемая в рамках бережливого производства, является только началом. Toyota и её партнёры работают в едином потоке создания ценности запчастей, стремясь к совершенству, сокращению времени цикла и затрат. В Японии и США Toyota внедрила Локальные Распределительные Центры (ЛРЦ), которые позволяют дилерам минимизировать запасы и планировать потребность в деталях. Такая система обеспечивает высокую эффективность дистрибуции и улучшает уровень сервиса, позволяя быстро доставлять запчасти и мгновенно реагировать на потребности клиентов.
Сокращение времени цикла и запасов может существенно изменить рынок и привести к большей предсказуемости. Современные рынки стабильны и предсказуемы, а хаос могут создавать сами участники рынка. Предлагается создание обучающихся организаций для адекватного реагирования на изменения. Основная цель — устранение понятий "время цикла" и "запасы" для мгновенного преобразования спроса в предложение.
Стабилизация спроса возможна путем ликвидации запасов и циклов производства, что устранило бы влияние традиционных деловых циклов. Экономисты считают, что значительная часть спадов и подъемов происходит из-за изменения запасов. Несмотря на внедрение бережливого производства в Японии, США и Европе, данные показывают, что уровни запасов существенно не изменились. Причина в том, что JIT в основном применяется в снабжении, а не в производстве, и объем партий остается большим, что не позволяет достичь значительных изменений.
Совершенство
Радикальное улучшение процесса производства известное как кай-каку, предлагает улучшить процесс, объединив все стадии в одном здании для уменьшения потерь времени и затрат на перевозку, и улучшения качества продукции.
Для достижения совершенства фирмам необходимо применять оба подхода: пошаговые и радикальные улучшения. Важно улучшать процессы в целом, а не только отдельные этапы. Менеджеры должны следовать принципам бережливого производства и использовать метод развертывания политики (хосин канри) для борьбы с излишними затратами (муда).
Менеджеры должны учиться видеть поток создания ценности и стремиться к совершенству. Примеры компаний Toyota показывают, как можно радикально улучшить процессы, ориентируясь на потребности клиентов. Совершенство бесконечно, но стремление к нему важно для прогресса. Продукты и технологии должны соответствовать принципам бережливого производства. Успех достигается четким планированием и ежедневной рутинной работой, в отличие от попыток адаптироваться под текущие условия, что часто приводит к провалам.
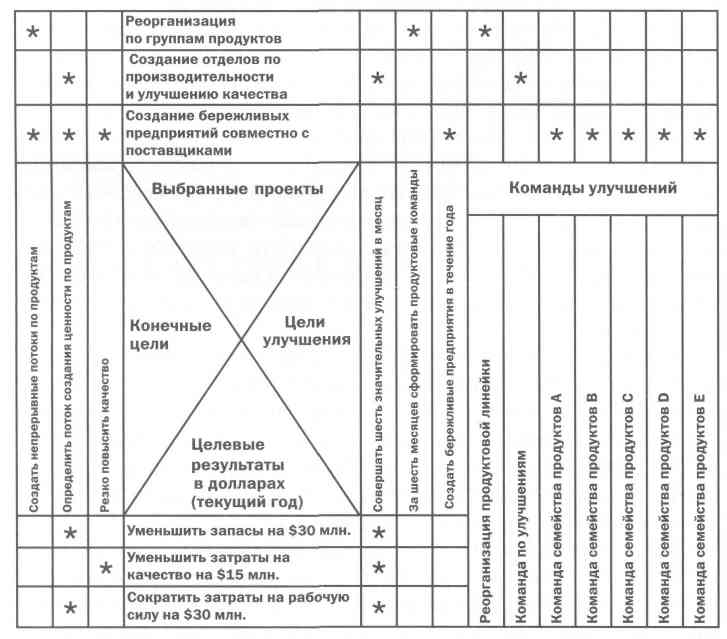
Фирмы часто терпят неудачи из-за отсутствия четкого видения или распределения ресурсов на слишком много направлений. Важно сосредоточиться на главных шагах и завершать начатое. Метод развертывания политики предполагает постановку целей, назначение проектов, выделение ресурсов и определение количественных показателей. Фирма должна разработать поточный принцип работы, создать продуктовые команды, отдел обучения и провести мероприятия по улучшению. Цели и проекты ежегодно сводятся в матрицу развертывания политики. Все шаги требуют консультаций с командами и адекватного распределения ресурсов. Необходимо избегать перегрузки проектами, чтобы соответствовать имеющимся ресурсам.
План действий
Найдите агента перемен
С ростом популярности бережливого производства начинает вырисовываться типичный портрет агента перемен. Ранее считалось, что для преодоления инерции корпоративной культуры нужен сильный лидер на вершине организационной пирамиды. Однако, в последние годы инициативы трансформации могут зарождаться на среднем управленческом уровне и развиваться тихо, без лишних эмоций. Важно, чтобы кто-то взял на себя личную ответственность за перемены и создал систему, в которой каждый понимает ее основы и готов в ней работать.
Раздобудьте знания
В начале исследований в 1992 году самые обширные знания по бережливому производству имели японские сенсеи из Toyota. Обучение начиналось с решения простых проблем. Главным результатом было не улучшение конкретных процессов, а понимание менеджеров и их энтузиазм. Сегодня, когда обучением занимаются люди без прямых связей с Toyota, важно начинать с изучения каждого семейства продуктов на системном уровне. Линейные менеджеры должны обладать системным видением, чтобы мероприятия по кайдзен процессов дали лучшие результаты.
Используйте (или создайте) кризис, который послужит рычагом
Третий шаг подчеркивает, что экономические спады могут быть полезны для организаций, заставляя их реализовывать возможности по созданию бережливого производства. Важно, чтобы кризис сопровождался знаниями и лидерами, готовыми принимать решительные действия. Некоторые менеджеры пытаются избежать улучшений, передислоцируя процессы в страны с низкими затратами. Однако, это может привести к зависимости от внешних факторов и не добавит знаний о бережливом производстве.
Опишите потоки создания ценности
Многим менеджерам нужно помочь научиться видеть поток создания ценности. Карты потоков должны включать как материальные, так и информационные потоки, чтобы показать замкнутую петлю спроса и реакции. Вначале следует описать все стадии процесса, как они выполняются на самом деле, и оценить их на основе параметров: создается ли ценность для потребителя, воспроизводим ли результат, готов ли процесс и гибок ли он.
В заключение, я настоятельно рекомендую книгу Джеймса П. Вумека и Дэниела Т. Джонса "Бережливое производство" для всех, кто интересуется улучшением производственных процессов. Авторы предлагают глубокое понимание принципов бережливого производства и предоставляют практические примеры для их внедрения. Книга станет отличным руководством для компаний, стремящихся к повышению эффективности и уменьшению потерь.