

Наиболее распространенным технологическим процессом в машиностроении является резка — основная операция заготовительного производства.
Широкое применение находят различные механические методы разделения металлов, в первую очередь резка ножовочными полотнами, ленточными пилами, фрезами и др. В производстве используются разнообразные станки общего и специального назначения для раскроя листовых, профильных и других заготовок из различных металлов и сплавов. Однако при многих достоинствах этого процесса следует отметить недостатки, связанные с низкой производительностью, малой стойкостью отрезного инструмента, трудностью или невозможностью раскроя материалов по сложному криволинейному контуру.
В промышленности получил распространение ряд процессов разделения материалов, основанных на электрохимическом, электрофизическом и физико-химическом воздействиях. Ацетилено-кислородная резка, плазменная резка проникающей дугой и другие физико-химические методы разделения обеспечивают повышение производительности по сравнению с механическими методами, но не обеспечивают высокой точности и чистоты поверхностей реза и требуют в большинстве случаев последующей механической обработки. Электроэрозионная резка позволяет осуществлять процесс разделения материалов с малой шириной и высоким качеством реза, но одновременно с этим характеризуется низкой производительностью.
Почему лазер?
Возникает настоятельная производственная необходимость в разработке и промышленном освоении методов резки современных конструкционных материалов, сочетающих высокие показатели как по производительности процесса, так и по точности и качеству поверхностей реза. К числу таких перспективных процессов разделения материалов следует отнести лазерную резку металлов, основанную на процессах нагрева, плавления, испарения, химических реакциях горения и удаления расплава из зоны реза.
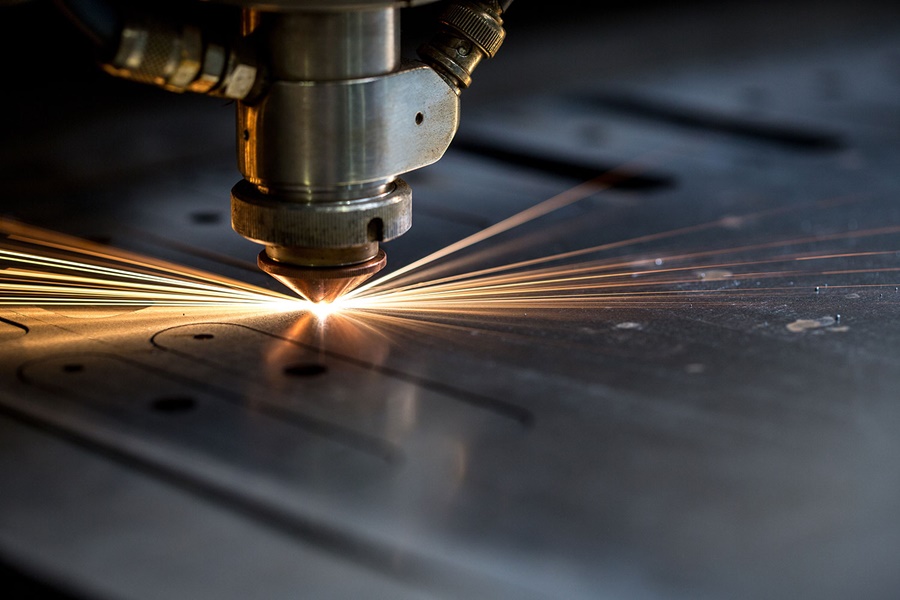
Сфокусированное лазерное излучение, обеспечивая высокую концентрацию энергии, позволяет разделять практически любые металлы и сплавы независимо от их теплофизических свойств. При этом можно получать узкие разрезы с минимальной зоной термического влияния. При лазерной резке отсутствует механическое воздействие на обрабатываемый материал и возникают минимальные деформации, как временные в процессе резки, так и остаточные после полного остывания. Вследствие этого можно осуществлять лазерную резку с высокой степенью точности, в том числе и легко деформируемых и не жестких заготовок или деталей. Благодаря большой плотности мощности лазерного излучения обеспечивается высокая производительность процесса в сочетании с высоким качеством поверхностей реза. Легкое и сравнительно простое управление лазерным пучком позволяет осуществить лазерную резку по сложному контуру плоских и объемных деталей и заготовок с высокой степенью автоматизации процесса. Кратко рассмотренные особенности лазерной резки наглядно демонстрируют несомненные преимущества процесса в сравнении с традиционными методами обработки.
Резка относится к числу первых технологических применений лазерного излучения, апробированных еще в начале 70-х годов. За прошедшие годы созданы лазерные установки с широким диапазоном мощности от нескольких десятков ватт до нескольких киловатт, обеспечивающие эффективную резку металлов с использованием вспомогательного газа, поступающего в зону обработки одновременно с излучением лазера. Лазерное излучение нагревает, плавит и испаряет материал по линии реза, а поток вспомогательного газа удаляет продукты разрушения. Данный способ разделения материалов известен под названием газолазерной резки. Газовый поток не только транспортирует продукты разрушения. При использовании кислорода или воздуха при резке металлов на поверхности образуется окисная пленка, повышающая поглощательную способность материала, а в результате экзотермической реакции выделяется большое количество тепла.
Виды лазеров
Для резки металлов применяются технологические установки на основе твердотельных и газовых СО2-лазеров, работающих как в непрерывном так и в импульсно-периодическом режимах излучения. С каждым годом значительно возрастает объем промышленного применения газолазерной резки но, безусловно этот процесс не может полностью заменить традиционные способы разделения материалов. Стоит отметить, что в сопоставлении со многими из применяемых на производстве установок стоимость лазерного оборудования для резки еще достаточно высока, хотя в последние годы наметилась определенная тенденция к ее снижению. В связи с этим процесс резки становится эффективным только при условии обоснованного и разумного выбора области применения, когда традиционные подходы приводят к значительным трудностям или не могут быть использованы.