


Значение национального стандарта в современной промышленности
ГОСТ Р 58602-2019 является фундаментальным нормативным документом, устанавливающим единые технические условия для производства перфорированных листов. В условиях современного B2B-рынка соответствие данному стандарту выступает не только гарантией долговечности конструкций, но и стратегическим инструментом риск-менеджмента.
Для промышленного сектора и государственных контрактов ГОСТ Р 58602-2019 служит правовым и техническим щитом, минимизирующим вероятность юридических споров при приемке продукции. Соблюдение регламента гарантирует расчетную несущую способность изделий и их совместимость со сложными инженерными узлами. Понимание технических условий эксплуатации начинается с анализа используемой материальной базы.
Используемые материалы и нормативная база
Правильный подбор сырья определяет коррозионную стойкость и механическую прочность изделия в конкретных условиях эксплуатации.
| Тип материала | Стандарт на сырье (ГОСТ) | Эксплуатационные преимущества |
|---|---|---|
| Оцинкованная сталь | ГОСТ 14918 / ГОСТ Р 52246 | Барьерная защита от коррозии; оптимально для наружных конструкций. |
| Холоднокатаная сталь | ГОСТ 16523 | Высокое качество поверхности; идеальная адгезия при порошковой окраске. |
| Алюминий и сплавы | ГОСТ 21631 | Минимальный вес и высокая химическая стойкость в агрессивных средах. |
| Нержавеющая сталь | ГОСТ 5582 | Устойчивость к экстремальным температурам и агрессивным средам. |
Согласно разделу 3 стандарта, помимо указанных материалов, допускается использование иных сплавов (например, латуни или жаропрочных соединений) по прямому согласованию с потребителем. Использование сырья с соблюдением допусков по ГОСТ 19904 (холоднокатаный прокат) обеспечивает точность толщины листа, что является критическим фактором при расчете веса и пропускной способности перфорации.
Классификация типов перфорации и геометрия отверстий
Функциональные возможности листа — его прозрачность, фильтрующая способность и жесткость — напрямую зависят от геометрии отверстий. Стандарт выделяет пять основных типов:

- Тип 1а: Круглые отверстия, центры которых расположены в вершинах правильного шестиугольника (шахматный порядок). Индустриальный стандарт, обеспечивающий максимальный коэффициент перфорации («живое сечение») при минимальной потере структурной целостности.
- Тип 1в: Круглые отверстия, расположенные по вершинам квадрата (прямые ряды). Оптимален для задач, требующих строгой визуальной симметрии.
- Тип 2а: Прямоугольные отверстия, расположенные рядами. Применяется для специфических задач механической фильтрации и сепарации.
- Тип 3: Треугольные отверстия. Специализированный тип для промышленного оборудования.
- Тип 4: Квадратные отверстия. Обеспечивают высокую интенсивность воздухообмена, востребованы в архитектурных решениях и системах вентиляции.
Выбор между типами 1а и 1в определяет эффективность эксплуатации: шестиугольное расположение (1а) минимизирует «глухие» зоны, в то время как типы 2а и 4 выбираются исходя из требований к направленности воздушного или материального потока.
Технические параметры: Размеры, шаги и допуски
Точность геометрических параметров критична для автоматизированной сборки и обеспечения эстетики фасадных решений.
- Размер отверстий (a): Для наиболее востребованного типа 1а диапазон составляет от 1,1 мм до 25,0 мм с предельными отклонениями до ±0,165 мм.
- Шаг (t или h): Определяет дистанцию между центрами. Любое нарушение прямолинейности рядов приводит к визуальному искажению при монтаже панелей встык.
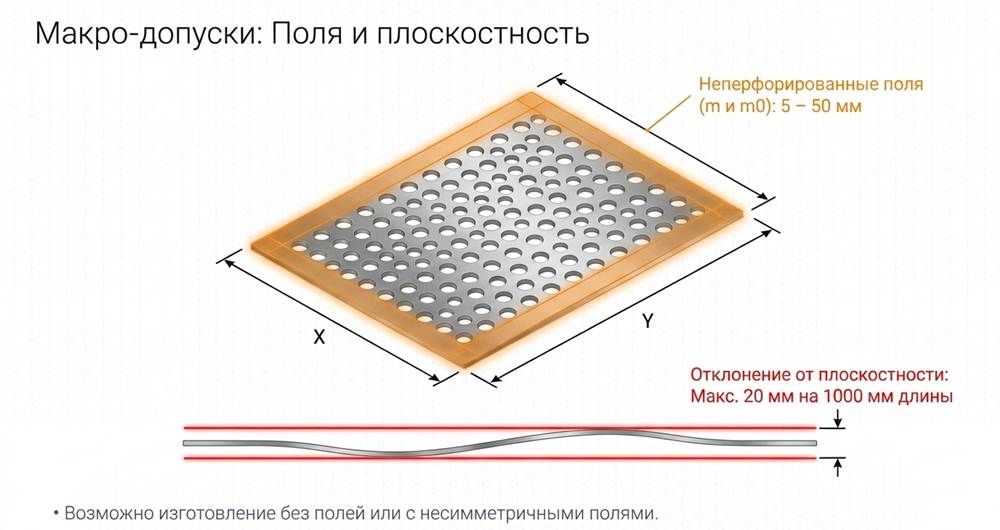
- Неперфорированные поля (m и m0): Стандартный диапазон — от 5 до 50 мм. Допускается изготовление листов без полей или с несимметричными границами.
- Плоскостность: Допуск составляет не более 20 мм на 1000 мм длины. Превышение этого параметра делает невозможным использование автоматических захватов на линиях ЧПУ.
Важное конструктивное требование: Стандарт допускает разрежение отверстий (уменьшение числа отверстий в два раза) в крайних рядах: для отверстий a < 3,0 мм — в трех рядах, для 3,0 < a < 11,0 мм — в двух рядах. Проектировщикам необходимо учитывать эту особенность при расчете мест установки крепежных элементов.
Правила приемки, маркировки и контроля качества
Выходной контроль регламентирует отсутствие дефектов, способных привести к выходу изделия из строя или травматизму.
- Критические дефекты: Трещины, расслоения и деформированные перемычки запрещены. Заусенцы по контуру отверстий не должны превышать 0,2 мм.
- «Правило 1%»: Для малых отверстий (a≤2,5 мм) допускается наличие непробитых рядов в количестве не более 1% от общего объема. Для высокоточных систем фильтрации закупщику рекомендуется отдельно согласовывать требование «zero unpunched holes» (отсутствие непробитых отверстий).
- Маркировка: Должна содержать наименование, товарный знак изготовителя, количество листов, дату упаковки и массу брутто.
Требования безопасности гарантируют химическую нейтральность материалов, что позволяет использовать продукцию в жилых пространствах и пищевой промышленности без риска выделения токсичных веществ.
Логистика: Транспортирование и хранение
Несоблюдение условий логистики может привести к необратимой порче качественного продукта. Согласно ГОСТ 15150 (категория 2), установлены следующие требования:
- Складирование: Листы укладываются на поддоны в штабели высотой до 1,8 м.
- Защита от коррозии: Категорически запрещен контакт с химически активными веществами. Для оцинкованных листов (ГОСТ 14918) влажная среда или соседство с солями/удобрениями провоцирует появление «белой ржавчины», разрушающей защитный слой.
- Транспортировка: Использование загрязненных транспортных средств недопустимо, так как остаточные химикаты инициируют коррозию основного металла.
Резюме для профессионального выбора
Применение ГОСТ Р 58602-2019 при закупках гарантирует технологическую предсказуемость и надежность инженерных решений. Для профессионального выбора продукции необходимо опираться на три критерия:
- Прозрачность сорсинга: Документальное подтверждение марки стали или сплава соответствующим отраслевым ГОСТам.
- Геометрическая целостность: Строгое соблюдение допусков на размер отверстия (a), шаг (t) и плоскостность листа.
- Качество исполнения поверхности: Отсутствие деформаций перемычек и соблюдение лимитов на заусенцы (0,2 мм).
Соблюдение данных нормативов обеспечивает эксплуатационную чистоту продукта и исключает дополнительные затраты на подгонку или замену бракованных элементов при монтаже.