


Вступление в силу ГОСТ 14918—2020 стало фундаментальным этапом актуализации нормативной базы металлургического сектора. Новый межгосударственный стандарт не просто заменил устаревший советский ГОСТ 14918—80 и переходный ГОСТ Р 52246—2016, но и обеспечил полную гармонизацию требований с международными регламентами ISO 3575, ISO 4998 и европейскими нормами EN 10143, EN 10346.
Для инженеров и руководителей строительных компаний этот переход означает выход на новый уровень прогнозируемости долговечности конструкций. Современные требования к точности изготовления и качеству защитных слоев позволяют использовать прокат в проектах любой сложности, обеспечивая соответствие изделий мировым критериям качества. Однако эффективная работа со стандартом невозможна без детального понимания обновленной классификации материалов.
Классификация покрытий: от цинка к высокотехнологичным сплавам
Стандарт 2020 года значительно расширяет перечень доступных защитных покрытий, вводя инновационные сплавы, адаптированные под специфические агрессивные среды.
| Обозначение | Тип покрытия | Химические особенности расплава | Область преимущественного применения |
|---|---|---|---|
| Ц | Цинковое | Суммарная доля примесей < 1%, остальное — цинк. | Универсальное назначение, строительство. |
| ЖЦ | Железоцинковое | Диффузия Fe из основы в покрытие; матово-серый цвет. | Автопром; изделия под высококачественную окраску и сварку. |
| ЦА | Цинкалюминиевое | ~5% Al, остальное — цинк; возможны примеси РЗМ. | Повышенная коррозионная стойкость и пластичность. |
| ЦАМ | Цинкалюмомагниевое | Al+Mg (0,7–14,5%), Mg (не менее 0,2%), примеси РЗМ. | Экстремальные условия, агрессивные среды (животноводство, дорожная среда). |
| АЦ | Алюмоцинковое | 25–60% Al, до 3% Si, остальное — цинк. | Высокая температурная стойкость и барьерная защита. |
Выбор типа сплава напрямую определяет долговечность объекта. Например, железоцинковое покрытие (ЖЦ) обладает превосходной адгезией лакокрасочных материалов и отличной свариваемостью благодаря диффузионному слою, в то время как алюмоцинковое (АЦ) за счет высокого содержания алюминия демонстрирует исключительную теплостойкость и барьерную защиту. Инновационное покрытие ЦАМ за счет магния обеспечивает эффект «самозалечивания» обрезной кромки, что критически важно для снижения эксплуатационных расходов в условиях высокой влажности.

Системный подход к выбору марки стали: пластичность против прочности
Маркировка по назначению в ГОСТ 14918—2020 четко разделяет прокат на две функциональные группы: стали для формовки и конструкционные стали.

Группа проката для штамповки и сложного изгиба:
- 01: Общего назначения (плоские изделия, простой гиб).
- 02: Посудо-хозяйственные изделия, глубокая вытяжка.
- 03–04: Весьма глубокая и сложная вытяжка.
- 05–07: Особо сложная (05), весьма особо сложная (06) и сверхглубокая (07) вытяжка.
Группа конструкционного проката (несущие системы):
- Марки 220, 250, 280, 320, 350, 390, 420, 450. Числовой индекс указывает на минимально гарантированный предел текучести в Н/мм².
С точки зрения производства, использование марок 05–07 является обязательным для изготовления деталей со сложной геометрией. Попытка подмены их дешевой маркой 01 неизбежно ведет к разрывам металла, катастрофическому росту брака и ускоренному износу штамповой оснастки, что в итоге обнуляет любую экономию на закупке.
Геометрическая точность и допуски
Стандарт устанавливает три категории точности изготовления: Б (нормальная), А (повышенная) и В (высокая). Для наиболее востребованного диапазона толщин 0,5–1,0 мм предельные отклонения по категории В (высокая точность) составляют всего ±0,04...0,07 мм.
Важным инструментом оптимизации себестоимости является возможность заказа проката с несимметричным полем допусков. Это позволяет инженерам проектировать изделия с учетом минимально допустимой толщины, экономя на весе без потери прочности. Использование категории В также критически важно для автоматизированных линий профилирования: стабильная геометрия исключает заклинивание оборудования и гарантирует идеальную стыковку замковых соединений.
Масса покрытия: математика антикоррозийной защиты
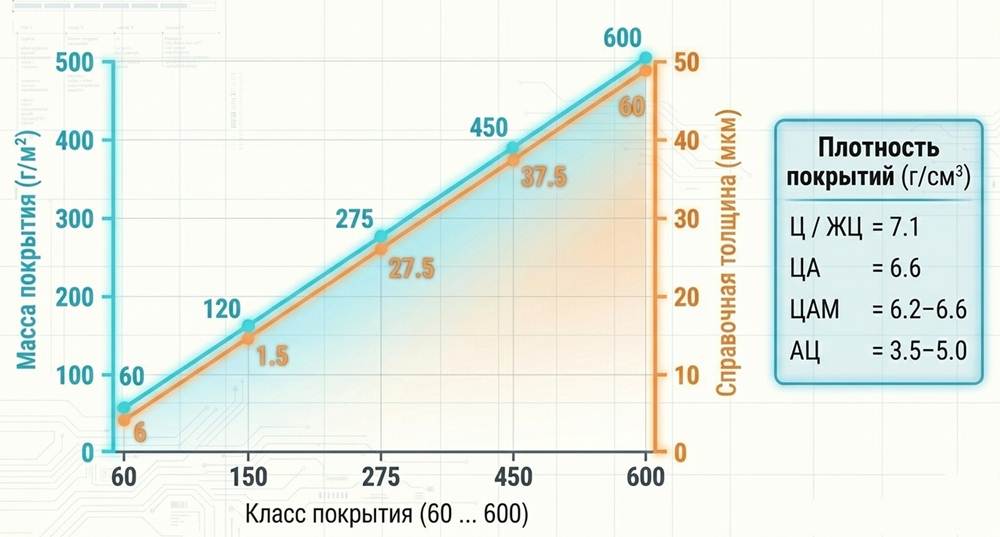
Срок службы оцинкованного изделия прямо пропорционален массе защитного слоя. Стандарт предусматривает широкий диапазон классов: от легкого 60 до сверхтяжелого 600 (для типа Ц).
Особое внимание стоит уделить понятию дифференцированного покрытия. Согласно разделу 6.8.1, это покрытие с разной массой на сторонах листа, где масса тонкой стороны должна составлять не менее 40% от установленного класса.
Для объектов с жизненным циклом более 20 лет в условиях открытой атмосферы эксперты компании «Митист Групп» настоятельно рекомендуют использовать классы покрытия не ниже 275 (справочная толщина ~19,3 мкм на сторону). Применение низких классов (80–140) допустимо только внутри помещений или для изделий с последующей защитой полимерным слоем.
Контроль качества и дрессировка поверхности
Регламент испытаний (раздел 8) включает не только визуальный осмотр, но и жесткие лабораторные тесты:
- Испытание на изгиб (180°): подтверждает прочность сцепления (отслоение не допускается).
- Определение массы покрытия: гравиметрический метод (растворение в кислоте с уротропином).
- Испытание по Эриксену: проверка глубины сферической лунки для марок 03–07.
- Механические тесты: определение предела текучести, относительного удлинения и коэффициента пластической анизотропии (R90).
Для получения поверхности высокого качества (В) под финишную окраску применяется дрессированное покрытие (холодная прокатка в дрессировочной клети). Дрессировка устраняет площадку текучести и обеспечивает заданную шероховатость, что гарантирует равномерность полимерного слоя.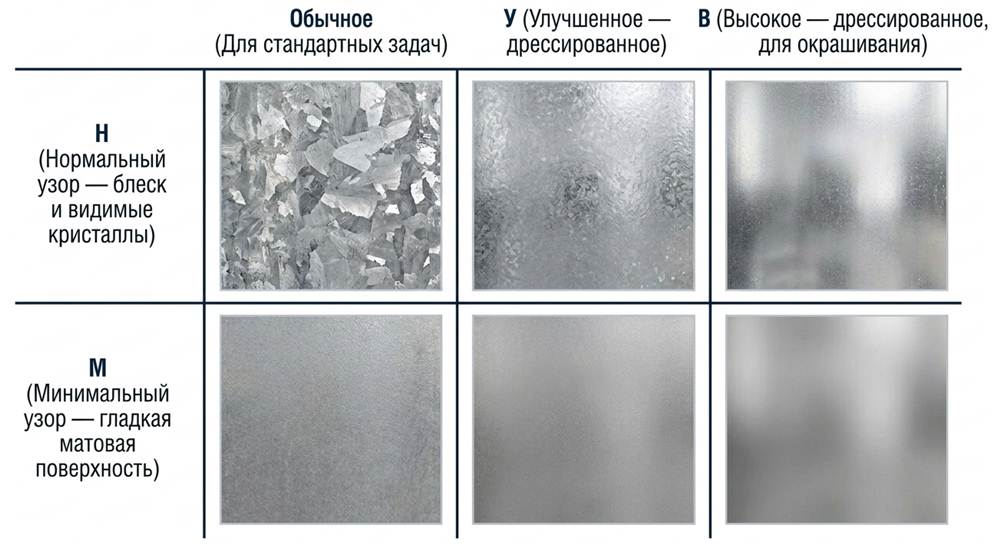
Сохранность продукции: логистика и консервация
Сохранность проката в процессе транспортировки, особенно в районы Крайнего Севера, напрямую зависит от способа консервации (раздел 6.11):
- ПС (Пассивирование): создание химической защитной пленки.
- ПР (Промасливание): нанесение масла (рекомендуемый расход не менее 1,0 г/м²).
- ПП (Пассивирование + промасливание): максимальная защита.
- БК (Без консервации): несет риск появления «белой ржавчины» и допускается только по специальному требованию.
При приемке рулонов также контролируется телескопичность (смещение витков), которая для проката шириной более 1000 мм не должна превышать 40–50 мм. Превышение этих норм свидетельствует о нарушении технологии намотки и создает риски повреждения кромок при переработке.
Алгоритм безошибочного заказа
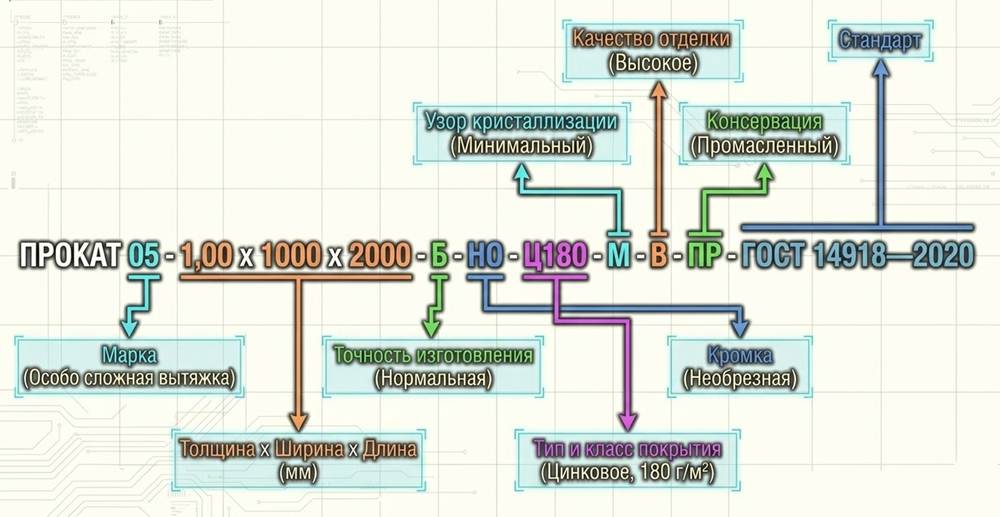
Для оптимизации закупок и минимизации рекламаций при составлении технического задания на основе ГОСТ 14918—2020 рекомендуем использовать следующий алгоритм:
- Назначение: выберите марку (например, 350 для несущего профнастила или 05 для сложной штамповки).
- Геометрия: укажите номинал и точность (А, Б, В). Уточните необходимость несимметричных допусков.
- Покрытие: тип (Ц, ЖЦ, ЦАМ и др.) и класс массы (например, Ц275). Укажите вид узора кристаллизации (Н или М) и группу отделки поверхности.
- Поверхность: необходимость дрессировки и требования к шероховатости (Ra).
- Логистика: способ консервации (ПС, ПР, ПП), внутренний диаметр рулона (500, 508, 600, 610, 750 мм) и предельный вес грузового места.
- Химия: необходимость подтверждения химического состава стали по плавочному анализу.