


Классификация судового листа по стандартам
Что входит в регламент ГОСТ 5521-93 для листовой стали?
ГОСТ 5521-93 устанавливает сортамент, технические требования, правила приемки и методы испытаний листового проката для постройки и ремонта корпусов морских и речных судов. Документ классифицирует прокат по категориям прочности (нормальной, повышенной и высокой) в зависимости от предела текучести, который варьируется от 235 МПа для базовых марок до 390 МПа для высокопрочных сталей. Обязательным требованием стандарта является контроль химического состава по плавочному анализу и отсутствие дефектов поверхности, влияющих на эксплуатационные свойства. Стандарт регламентирует толщину листов от 4 до 60 мм, ширину до 2500 мм и длину до 12000 мм с фиксированными предельными отклонениями. Прокат изготавливается методами горячей прокатки с обязательной термической обработкой для обеспечения однородности структуры, а также стойкости к хрупкому разрушению в условиях низких температур.
Категории прочности от A до F: чем отличается химсостав?
Различие между категориями A, B, D, E и F базируется на гарантированном уровне ударной вязкости при понижении температуры испытаний, что напрямую коррелирует с химической чистотой металла. Сталь категории A (нормальной прочности) имеет минимальные требования к вязкости при +20°C и не предъявляет жестких ограничений по микролегированию раскислителями. Переход на категорию D требует введения алюминия в качестве раскислителя для измельчения зерна, что обеспечивает нормируемую вязкость при -20°C. Категория E, обеспечивающая работу при -40°C, является полностью спокойной сталью с обязательным контролем отношения марганца к углероду (не менее 5:1) для подавления образования сульфидных включений. Для высокопрочных модификаций (A32-E36) добавляется ниобий, ванадий и титан в сотых долях процента, создающие карбидное упрочнение без существенного повышения углеродного эквивалента.
На практике при заказе проката важно проверять не только марку стали, но и фактические сертификаты плавочного анализа. Ознакомиться с примерами сертифицированных марок судового листа с указанием категорий (A, D, E, F и повышенной прочности) можно в каталоге продукции https://atom-r.ru/catalog/sudovoj-list/.
Сравнительная таблица: Механические свойства A, D, E и F
В таблице ниже приведены базовые требования к листу нормальной прочности (нормальная прочность — предел текучести 235 МПа).
| Характеристика | Категория A | Категория D | Категория E | Категория F |
|---|---|---|---|---|
| Предел текучести (σт), МПа | ≥ 235 | ≥ 235 | ≥ 235 | ≥ 235 |
| Врем. сопротивление (σв), МПа | 400–520 | 400–520 | 400–520 | 400–520 |
| Температура испытаний, °C | +20 | -20 | -40 | -60 |
| Ударная вязкость KCV, Дж/см² | Не норм. | ≥ 34 | ≥ 34 | ≥ 34 |
| Содержание серы (max), % | 0.035 | 0.035 | 0.035 | 0.025 |
| Содержание фосфора (max), % | 0.035 | 0.035 | 0.035 | 0.025 |
| Углеродный эквивалент (Сэ), % | ≤ 0.40 | ≤ 0.40 | ≤ 0.40 | ≤ 0.38 |
Химический состав и металлургические особенности
Как рассчитывается углеродный эквивалент для судокорпусной стали?
Углеродный эквивалент является расчетным параметром, определяющим склонность стали к образованию холодных трещин в зоне термического влияния сварного шва. Для судостроительной стали, согласно требованиям РМРС, применяется формула Международного института сварки (IIW): Сэ = C + Mn/6 + (Cr+Mo+V)/5 + (Ni+Cu)/15. Каждое слагаемое формулы отражает вклад легирующего элемента в повышение твердости и закаливаемости аустенита. Если значение Сэ превышает 0.40–0.43%, технология сварки требует обязательного предварительного подогрева кромок до 150–200°C для замедления скорости охлаждения. Для хладостойких сталей (категория F) с повышенным содержанием никеля расчет Сэ становится критическим для предотвращения холодных трещин в корневых проходах при монтаже обшивки.
Влияние легирующих элементов на ударную вязкость
Основной вклад в механизм вязкого разрушения вносит марганец, который связывает серу в тугоплавкие глобулярные сульфиды вместо пластинчатой эвтектики, существенно снижая анизотропию свойств. Алюминий как раскислитель связывает азот в дисперсные нитриды, блокируя рост зерна аустенита при прокатке и формируя мелкозернистую структуру с высоким сопротивлением распространению трещины. Добавки никеля (до 0.50% в стали F) увеличивают вязкость твердого раствора феррита за счет снижения энергии дефектов упаковки, что делает металл менее чувствительным к понижению температуры вплоть до -60°C. Ниобий и ванадий, вводимые в сотых долях процента, обеспечивают дисперсионное твердение, однако их избыток при неправильном термическом режиме способен вызвать охрупчивание при сварке.
Металл для ледового класса: почему важен никель и марганец?
Листовая сталь для ледового пояса судов арктического плавания (Arc4–Arc7) проектируется с приоритетом сопротивления срезу и истиранию, что требует сочетания высокой вязкости и прочности. Повышенное содержание марганца (1.4–1.6%) обеспечивает твердорастворное упрочнение, не снижая пластичности, а никель сдвигает порог хладноломкости в область температур ниже -60°C. Микроструктура такого проката после контролируемой прокатки с ускоренным охлаждением представляет собой смесь феррита и бейнита, что дает дополнительное сопротивление раскрытию микротрещин при циклическом контакте со льдом. Применение никельсодержащих сталей (типа F36) исключает катастрофическое хрупкое разрушение, которое характерно для углеродистых аналогов при ударе о ледовые торосы.
Неметаллические включения и обезуглероженный слой: контроль по РМРС
Правила РМРС требуют контроля загрязненности стали неметаллическими включениями методом сравнения с эталонными шкалами по ASTM E45, допуская балл не выше 2.0 для сульфидов и 2.5 для оксидов в ответственных конструкциях. Строчечные включения глинозема создают концентраторы напряжений и пути для распространения трещин при циклических нагрузках на волнении, поэтому производители применяют внепечную обработку стали синтетическими шлаками и модифицирование кальцием. Обезуглероженный слой на поверхности листа глубиной более 0.5 мм является браковочным признаком, так как снижает твердость и усталостную прочность наружной обшивки. Контроль осуществляется оптической микроскопией на поперечных микрошлифах, отбираемых от каждого технологического пакета проката.
Механические испытания и нормы браковки

Какие тесты проходит лист перед отгрузкой на верфь?
Приемосдаточные испытания судостроительного листа включают комплекс разрушающих и неразрушающих тестов, регламентированных ГОСТ 7564 и Правилами классификационного общества. От каждого листа отбираются пробы для проверки предела текучести и временного сопротивления на разрывной машине с построением диаграммы напряжение-деформация. Испытания на ударный изгиб проводятся на маятниковых копрах с V-образным надрезом для определения энергии разрушения в джоулях при заданной отрицательной температуре. Дополнительно проводится технологическая проба на холодный загиб в оправке до параллельности сторон без образования надрывов на растянутой стороне образца. Финальным этапом является ультразвуковой контроль по всей поверхности листа для выявления внутренних несплошностей — расслоений, шлаковых включений и раковин размером более 10 мм в плоскости проката.
Ударная вязкость KCV при отрицательных температурах: нормы и факты
Показатель KCV (концентратор V-образный) является ключевым критерием хладостойкости судостроительных сталей и напрямую определяет категорию металла. Для стали категории D нормируется работа удара не менее 34 Дж при температуре -20°C, при этом для высокопрочных сталей (D32, D36) этот порог должен сохраняться и при продольной, и при поперечной ориентации образца относительно направления прокатки. Снижение фактической вязкости ниже 27 Дж даже на одном образце из серии ведет к забракованию партии металла независимо от результатов других тестов. Механизм разрушения при корректных испытаниях должен носить вязкий ямочный характер с долей кристаллического излома не более 50%, что контролируется фрактографически с помощью электронного микроскопа для изделий арктического назначения.
Допустимые отклонения по толщине, плоскостности и серповидности
Контроль геометрии листа регулируется ГОСТ 19903, устанавливающим класс точности изготовления проката. Для листов толщиной 10–15 мм предельные отклонения по толщине составляют ±0.45 мм для обычной точности (А) и ±0.35 мм для повышенной (Б). Плоскостность (коробоватость) нормируется по отклонению на длине 1 метр: особо высокая плоскостность (ПО) допускает волну не более 4 мм, что критично для сборки секций с автоматической сваркой под флюсом. Серповидность, то есть изгиб боковой кромки по длине, не должна превышать 0.15% от длины листа для резаного проката. Превышение этих допусков вызывает образование внутренних напряжений при гибке на вальцах и затрудняет укладку листов встык при стапельной сборке секций корпуса.
Ультразвуковой контроль сплошности: классы по EN 10160 и РМРС
Внутренняя структура судового проката проверяется методом отраженных ультразвуковых импульсов (эхо-метод) с использованием прямых и наклонных преобразователей. Согласно классу S1/E1 по EN 10160, на любой площади сканирования 1м×1м не допускается ни одной индикации с эквивалентной площадью плоскодонного отражателя более 10 мм² и потерей донного сигнала более 20 дБ. Правила РМРС ужесточают требование для особо ответственных конструкций (ширстрек, палубный стрингер), вводя сплошной контроль с чувствительностью 6 мм² по всей поверхности листа. Выявление несплошности на глубине, соответствующей середине толщины проката, свидетельствует о грубых ликвационных процессах и внутренних расслоениях, что классифицируется как неустранимый дефект плавки.
Технология обработки в корпусном производстве
Почему дробеструйная очистка с профилем 40–70 мкм обязательна?
Дробеструйная обработка стальной дробью (колотой или литой) удаляет с поверхности прокатную окалину и ржавчину, достигая степени очистки Sa 2½ по ISO 8501-1. Шероховатость поверхности с пиковым профилем Rz в диапазоне 40–70 мкм является технологически необходимым условием для обеспечения механической адгезии цинк-силикатного грунта. Если пиковый профиль ниже 40 мкм, пленка краски не имеет достаточного анкерного зацепления, что ведет к отслоению покрытия на сварных швах в течение первого года эксплуатации. При превышении шероховатости 75 мкм возникает риск проседания грунта на пиках профиля и точечной коррозии, что недопустимо для балластных танков и отсеков с переменным смачиванием.
Термическая резка и обработка кромок под сварку плазмой
Лист толщиной до 30 мм экономически целесообразно раскраивать плазменно-дуговой резкой на станках с ЧПУ, где в качестве плазмообразующего газа используется сжатый воздух или смесь аргона с водородом. После термической резки неизбежно образуется зона оплавления, насыщенная оксидами и имеющая микротрещины, поэтому кромки подвергаются обязательной механической зачистке абразивным инструментом на глубину 1.5–2.0 мм. Для ответственных конструкций ледового пояса, где напряжения максимальны, разделку кромок выполняют исключительно фрезерным способом, чтобы полностью исключить зону термического влияния от плазмы перед сборкой стыков. Скорость резки листа 12 мм на токах 120 А достигает 1500 мм/мин при соблюдении отклонения от перпендикулярности кромки не более 1 градуса.
Правка на вальцах и гибка на прессе: допустимые радиусы гиба
Холодная гибка судового листа на многовалковых листогибочных машинах выполняется с соблюдением минимального радиуса пуансона во избежание появления трещин в растянутой зоне. Для стали нормальной прочности минимальный внутренний радиус гиба составляет 1.5 толщины листа при изгибе поперек волокон проката и 2.5 толщины — вдоль волокон. Использование высокопрочных сталей (ReH > 355 МПа) требует увеличения радиуса до 3-4 толщин, а при работе на кромкогибочных прессах с матрицами необходимо контролировать отсутствие подрезов на линии изгиба. Перед гибкой заготовки, прошедшие газоплазменную резку, должны иметь скругленные до радиуса 1 мм острые кромки, так как концентрация напряжений на надрезе от резки является инициатором образования трещин в процессе пластической деформации.
Грунтовка цинк-силикатными составами: защита от коррозии на стапеле
Цинк-силикатное покрытие толщиной сухой пленки 15–20 мкм наносится методом безвоздушного распыления немедленно после дробеструйной обработки для предотвращения вторичного окисления активированной стальной поверхности. Такая грунтовка (шоп-праймер) должна обладать стойкостью к прожигу при сварке на расстоянии до 25 мм от линии шва для минимизации зачистных работ. Срок службы защитных свойств на открытой стапельной площадке составляет 6–12 месяцев в зависимости от класса климатической стойкости (C5-M по ISO 12944). Применение цинк-силикатных составов с содержанием нелетучего цинка не менее 75% обеспечивает катодную защиту за счет более отрицательного электрохимического потенциала относительно железа, защищая подрез сварного шва от точечной коррозии.
Применение в судовых конструкциях
Формирование настила палубы и ледового пояса: требования к листу
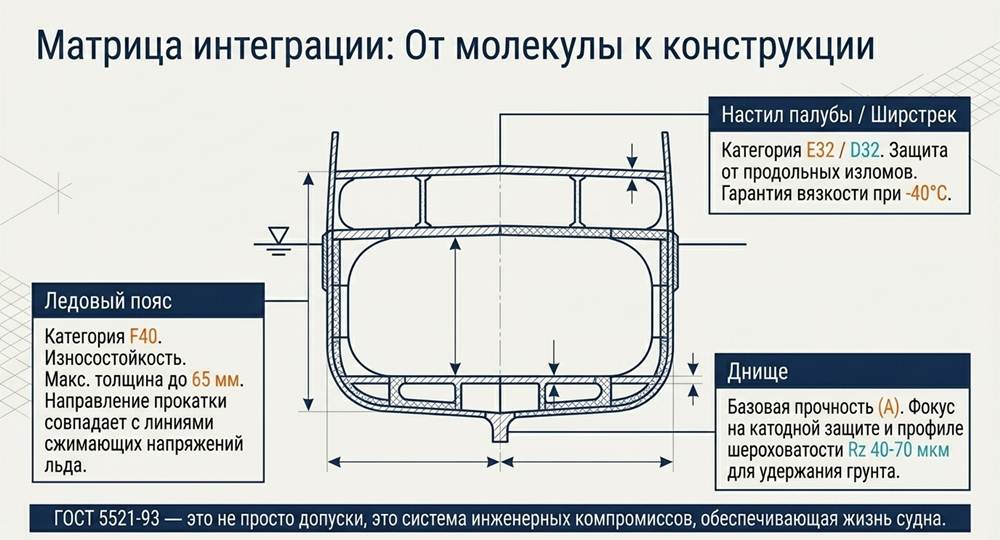
Стальной настил палубы рассчитывается на восприятие общей продольной прочности судна и местных нагрузок от заливания, поэтому листы палубного стрингера (ширстречный пояс) выполняются из металла категории D32 или E32 с гарантией ударной вязкости при -20°C и -40°C соответственно. Для ледового пояса в районе переменной ватерлинии применяются износостойкие марки F40, где твердость поверхности дополнительно обеспечивается обработкой стали модификаторами, создающими дисперсные карбидные фазы. Толщина листов ледового пояса определяется ледовым классом и может достигать 65 мм в районе форштевня ледокола, что требует сквозной прокаливаемости при закалке и отпуске. Схема раскроя таких листов проектируется так, чтобы линии действия максимальных сжимающих напряжений от давления льда совпадали с направлением прокатки металла.
Сварка встык без подогрева: когда это допустимо для категорий D и E?
Сварка стыковых соединений судостроительной стали без предварительного подогрева допустима при толщине металла до 30 мм, температуре окружающего воздуха не ниже +5°C и эквиваленте углерода стали (Сэ) не более 0.40%. Для стали категории E (KCV при -40°C) сварка без подогрева более чувствительна к диффузионному водороду, поэтому требуются электроды с ультранизким содержанием влаги (тип LB-52U по классификации Кобе или аналоги с индексом H4). При толщине свыше 30 мм обязателен местный подогрев до 100–120°C, а сварной шов немедленно укрывается асбестовым полотном для замедления скорости охлаждения. Игнорирование этих требований приводит к образованию отколов в зоне сплавления, выявляемых через 48–72 часа после затвердевания металла шва.
Обеспечение катодной защиты корпуса: металлургический аспект
Эффективность катодной защиты наружной обшивки судна зависит от электрохимической однородности листового металла. Судостроительная сталь должна иметь разность потенциалов на поверхности одного листа не более 50 мВ, иначе при протекторной защите возникает эффект макрогальванопары, и участки металла с положительным потенциалом не защищаются. Наличие окалины или вальцованной корки от термообработки создает катодные включения относительно чистого металла и провоцирует язвенную коррозию под отслаивающимся лакокрасочным покрытием. Поэтому регламенты верфей требуют обязательного удаления окалины до класса Sa 2½ и нанесения цинк-алюминиевого металлизационного подслоя для выравнивания потенциала поверхности перед спуском судна на воду.
Ремонт в доке: особенности замены листов наружной обшивки
При доковом ремонте, связанном с заменой участка обшивки, демонтаж поврежденного листа осуществляется дуговой воздушной строжкой угольным электродом с отступом 150 мм от судового набора. Врезка новой секции требует точной подгонки с зазором 1.0–1.5 мм для полуавтоматической сварки в углекислом газе проволокой Св-08Г2С. Новая вставка должна точно соответствовать категории родного металла корпуса: замена стали категории A на сталь категории D разрешается без перерасчета прочности, а обратная замена — нет. Перед приваркой вставки на оставшийся корпусной металл наносится индикаторная сетка для последующего контроля твердости зоны термического влияния, которая не должна превышать 350 HV10 для избежания образования "твердых пятен", склонных к сульфидному растрескиванию в сероводородной среде.