


Комплексный ремонт-перемотка электродвигателей является критически важным процессом восстановления номинальных эксплуатационных характеристик промышленных электрических машин. Данная технологическая операция включает в себя не только замену вышедшей из строя медной обмотки, но и полную ревизию магнитной системы, замену подшипниковых узлов и восстановление геометрических параметров вала. Проведение квалифицированных восстановительных работ позволяет вернуть агрегату проектный КПД, исключая необходимость дорогостоящей закупки нового оборудования при сохранении целостности станины. Инженерный подход к дефектовке на начальном этапе гарантирует выявление скрытых микротрещин изоляции и усталостных изменений металла, что значительно увеличивает межремонтный интервал в условиях интенсивной эксплуатации.
Почему горят обмотки: фундаментальные причины отказа
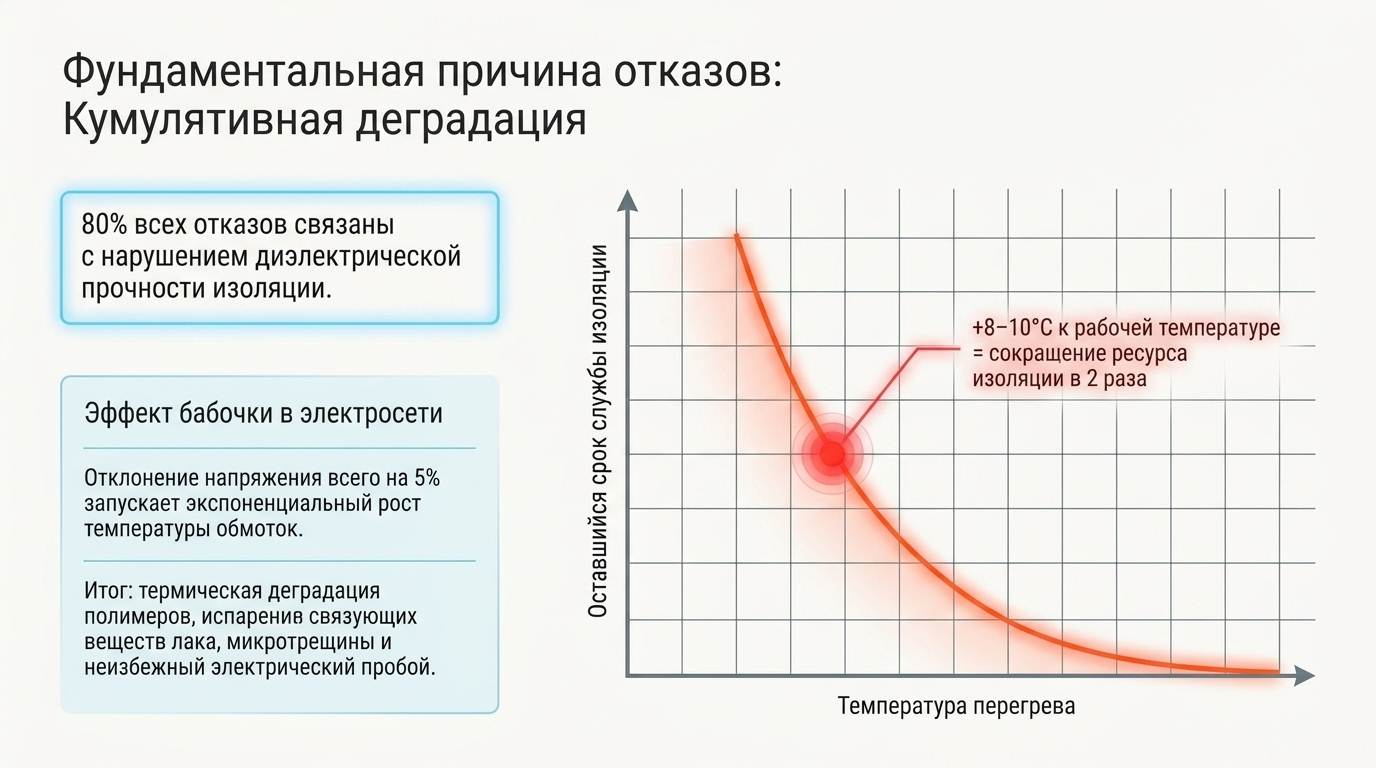
Основными причинами выхода из строя обмоток являются электрический пробой (из-за перенапряжения или старения изоляции), механическое повреждение (вибрация) и термический перегрев (перегрузка, заклинивание). 80% отказов связаны с нарушением диэлектрической прочности межвитковой изоляции.
Выход электродвигателя из строя редко бывает случайным событием; чаще всего это результат кумулятивного воздействия негативных факторов. Эксплуатация машины при напряжении, отклоняющемся от номинала более чем на 5%, приводит к экспоненциальному росту температуры обмоток. Согласно правилу Монтзингера, превышение рабочей температуры на каждые 8–10 градусов сокращает срок службы изоляции вдвое. В условиях промышленного производства критически важно различать локальный прогар и общее старение лаковой изоляции.
Межвитковое замыкание vs Пробой на корпус: в чем разница?
Межвитковое замыкание возникает при нарушении эмалевого покрытия соседних проводников внутри одной катушки, что создает замкнутый контур с критически высокими токами. Это приводит к локальному расплавлению меди и выгоранию пазовой изоляции под воздействием дуги. Пробой на корпус, напротив, характеризуется разрушением основной изоляции между токоведущими частями и шихтованным сердечником статора. Для диагностики первого типа повреждений используется прибор проверки межвитковой изоляции (ППИ), тогда как пробой на корпус надежно фиксируется мегомметром при напряжении 500-1000 В.
Как термическая деградация изоляции сокращает ресурс двигателя?
Термическая деградация — это необратимый химический процесс изменения структуры полимеров, используемых в обмоточных проводах и пазовой изоляции. При достижении критических температур связующие вещества в лаке испаряются, делая изоляцию хрупкой и склонной к растрескиванию при малейших вибрациях. Образовавшиеся микротрещины становятся проводниками для влаги и угольной пыли, что неизбежно ведет к электрическому пробою. Современные классы нагревостойкости (F — 155°C, H — 180°C) позволяют работать в тяжелых режимах, однако игнорирование чистоты ребер охлаждения сводит эти преимущества к нулю.
Технология капитального ремонта: от дефектовки до испытаний
Технологический цикл включает полную разборку, очистку статора, расчет обмоточных данных, укладку нового провода, пропитку лаком в печи и замену подшипниковых узлов. Контроль качества осуществляется на каждом этапе: от проверки сопротивления изоляции до испытаний на холостом ходу.
Капитальный ремонт начинается с входного контроля и составления дефектной ведомости, где фиксируются все параметры: от состояния посадочных мест подшипников до целостности магнитопровода. Особое внимание уделяется состоянию "железа" статора; если после сгорания обмотки листы стали спеклись, потери на вихревые токи сделают эксплуатацию двигателя экономически нецелесообразной. Процесс разборки должен исключать ударные нагрузки, способные деформировать вал или разрушить чугунные щиты.
Методы извлечения старой обмотки: термический или механический?
Существует два основных подхода к удалению старой меди: обжиг в печи при контролируемой температуре и механическая вырубка с предварительным размягчением лака. Обжиг считается наиболее эффективным, так как он полностью нейтрализует адгезию старого лака, однако температура не должна превышать 350-400°C, чтобы не повредить изоляцию между листами электротехнической стали. Механический способ более трудозатратен и несет риск повреждения крайних листов статора, что впоследствии приводит к возникновению "горячих точек". Выбор метода зависит от габаритов машины и типа использованного ранее пропиточного состава.
Выбор изоляционных материалов: почему Nomex лучше электрокартона?
Применение современных композитных материалов, таких как Nomex или Синтофлекс, значительно повышает надежность отремонтированного узла по сравнению с классическим пленкоэлектрокартоном. Nomex обладает исключительной механической прочностью и химической стойкостью к синтетическим маслам и агрессивным средам. Пазовая изоляция на основе арамидных волокон не теряет диэлектрических свойств даже при кратковременных перегревах до 220°C. Инвестиции в качественную изоляцию на этапе ремонта окупаются за счет отсутствия простоев оборудования в будущем.
Расчет и укладка обмоточных данных
При отсутствии паспортных данных параметры обмотки восстанавливаются путем обмера сердечника и расчета по формулам магнитной индукции. Ключевые параметры: число пазов ($Z$), число полюсов ($2p$) и коэффициент заполнения паза, который не должен превышать 0.72-0.75 для ручной укладки.
Расчет обмотки — это инженерная задача, требующая учета конфигурации магнитопровода. Если в процессе эксплуатации двигатель работал некорректно, на этапе ремонта возможен пересчет параметров под другие нужды (например, изменение напряжения с 220 В на 380 В). Важно соблюдать плотность тока в проводнике, которая для общепромышленных двигателей обычно составляет $4-6 А/мм^2$. Занижение сечения приведет к перегреву, а завышение — к невозможности качественной укладки и расклиновки пазов.
Как рассчитать количество витков и сечение провода при отсутствии данных?
В случаях, когда шильдик утерян, а старая обмотка превратилась в монолит, используется метод замера геометрии статора. Измеряется внутренний диаметр статора D, длина сердечника L и глубина паза. По формуле ЭДС определяется необходимый магнитный поток:
где f — частота, w — число витков, Φ — магнитный поток. Полученное значение корректируется с учетом справочных коэффициентов для конкретной серии двигателей (АИР, 4А, 5АМ).
Схемы укладки: петлевая, волновая и концентрическая — что выбрать?
Выбор схемы укладки определяется мощностью двигателя и технологическими возможностями мастерской. Петлевая обмотка наиболее распространена в двигателях малой и средней мощности благодаря простоте формирования катушечных групп. Концентрическая обмотка позволяет более компактно разместить лобовые части, что критично для малогабаритных корпусов. Для высоковольтных машин чаще применяется волновая схема, обеспечивающая более равномерное распределение потенциала между катушками. Правильная геометрия лобовых частей напрямую влияет на эффективность охлаждения — слишком плотная набивка препятствует прохождению воздуха.
Сравнительные характеристики материалов и технологий
| Характеристика | Электрокартон (Класс B) | Синтофлекс (Класс F) | Nomex (Класс H) |
|---|---|---|---|
| Предельная температура | 130°C | 155°C | 180°C+ |
| Диэлектрическая прочность | 10-15 кВ/мм | 25-30 кВ/мм | 35-45 кВ/мм |
| Гигроскопичность | Высокая | Низкая | Практически нулевая |
| Механическая память | Низкая | Средняя | Высокая |
Пропитка и сушка: критический этап полимеризации
Пропитка удаляет воздух из пустот обмотки, заменяя его твердым диэлектриком с высокой теплопроводностью. Без качественной лакировки обмотка подвержена вибрационному саморазрушению и быстрому увлажнению.
Процесс пропитки выполняет две функции: цементация витков (предотвращение их трения друг о друга) и улучшение теплоотвода от меди к железу статора. Воздушные включения в пазах работают как теплоизоляторы, что приводит к перегреву внутренних слоев обмотки. Использование вакуумно-нагнетательной пропитки (VPI) позволяет добиться 99% заполнения пустот, что существенно повышает надежность по сравнению с методом обычного окунания.
Многие мастерские экономят на времени сушки, отдавая двигатель клиенту 'на отлип'. Это фатальная ошибка. Недосушенный лак внутри паза остается агрессивной химической средой, которая при первом же нагреве под нагрузкой начинает разъедать эмаль провода. Настоящий ремонт заканчивается только тогда, когда сопротивление изоляции стабилизируется на высокой отметке при рабочей температуре 80°C.
Механическая часть: подшипники и балансировка вала
Ремонт электрической части бессмыслен без восстановления механики. Несоосность валов или дисбаланс ротора создают вибрацию, которая разрушает изоляцию лобовых частей обмотки за считанные недели.
Замена подшипников — обязательная процедура при капитальном ремонте. Использование дешевых аналогов недопустимо для высокооборотистых машин (3000 об/мин), где требуются подшипники с тепловым зазором C3. Посадочные места на валу и в подшипниковых щитах проверяются нутромером; при отклонении от допуска более чем на 0.02 мм требуется восстановление геометрии методом наплавки с последующей проточкой в размер на токарном станке.
Почему вибрация убивает новую обмотку за 100 часов?
Вибрация вызывает микроперемещения витков в лобовых частях. Несмотря на лаковую фиксацию, при высоком уровне вибрации происходит "перепиливание" эмалевой изоляции в местах пересечения проводников. Кроме того, динамические нагрузки разбивают подшипниковые узлы, что может привести к "прилипанию" ротора к статору. В этот момент ток в обмотке возрастает в 5-7 раз, что приводит к мгновенному выгоранию меди. Динамическая балансировка ротора в собственных подшипниках является золотым стандартом качественного сервиса.
Экономическая целесообразность: ремонт или покупка нового?
Ремонт электродвигателя считается экономически оправданным, если его стоимость не превышает 50–60% от цены нового агрегата того же класса энергоэффективности. При принятии решения необходимо учитывать не только прямые затраты на перемотку, но и потенциальное снижение КПД: неквалифицированный ремонт может снизить эффективность машины на 1–3%, что выльется в значительные операционные расходы в долгосрочной перспективе.
Вопрос о целесообразности восстановления часто встает перед энергетиками предприятий при выходе из строя машин мощностью свыше 11 кВт. Для малых двигателей (до 5.5 кВт) стоимость логистики и ручного труда часто сопоставима с покупкой нового изделия массового производства. Однако для специализированных, крановых или импортных двигателей, сроки поставки которых могут исчисляться месяцами, ремонт остается единственным способом минимизации убытков от простоя производственной линии. Анализ должен базироваться на комплексной оценке остаточного ресурса железа статора и вала, так как замена меди не исправляет усталостные изменения в металле корпуса.

Формула расчета совокупной стоимости владения (TCO)
Для объективной оценки используется показатель Total Cost of Ownership, который учитывает капитальные затраты (Ccap), затраты на электроэнергию за жизненный цикл (Cenergy) и стоимость потенциальных простоев (Closs). Математически это выражается формулой:
где P — мощность, h — часы наработки в год, ηr — КПД после ремонта, i — ставка дисконтирования. Если расчетный TCO отремонтированного двигателя класса IE1 на горизонте 3 лет выше, чем TCO нового двигателя класса IE3, реновация признается нецелесообразной. На практике это означает, что старые советские двигатели серии 4А или АИР часто выгоднее заменить на современные энергоэффективные аналоги, даже если стоимость перемотки кажется привлекательной.
Проблема качества современного обмоточного провода
Современный рынок обмоточных проводов перенасыщен продукцией с нестабильными характеристиками диэлектрического покрытия. В погоне за снижением себестоимости некоторые производители уменьшают толщину эмалевого слоя или используют медь вторичной переработки с высоким содержанием примесей, что повышает активное сопротивление. Это критический фактор, так как даже при идеальной укладке использование низкокачественного провода приведет к повышенному нагреву обмотки. Эксперты отмечают, что визуально отличить качественный провод марки ПЭТ-155 от дешевого аналога практически невозможно без лабораторных испытаний на пробой и эластичность.
Сегодня мы наблюдаем опасную тенденцию: медь в проводе может иметь чистоту 99.0% вместо положенных 99.9%, что увеличивает потери на нагрев на 5–7%. При перемотке мощных машин это превращает двигатель в 'обогреватель', который медленно убивает сам себя. Рекомендуется требовать от сервисного центра сертификаты на каждую бухту провода и проводить входной контроль сопротивления катушек перед укладкой.
Современные методы неразрушающего контроля и предиктивной аналитики
Предиктивное обслуживание (PdM) позволяет выявить дефекты обмотки и подшипников на ранней стадии с помощью анализа спектра тока (MCSA) и вибродиагностики. Это исключает внезапные аварийные остановки и позволяет планировать ремонт в технологические окна, увеличивая межремонтный интервал на 30–50%.
Переход от реактивного ремонта («по факту сгорания») к предиктивному является стандартом для современной промышленности. Основным инструментом здесь выступает мониторинг состояния под нагрузкой без демонтажа оборудования. Современные анализаторы качества электроэнергии способны выявлять не только внешние проблемы сети, но и внутренние дефекты двигателя, такие как эксцентриситет ротора или обрыв стержней «беличьей клетки». Использование таких данных позволяет формировать цифровой двойник агрегата и прогнозировать дату выхода параметров за пределы допусков.
Вибродиагностика и спектральный анализ тока (MCSA)
Спектральный анализ потребляемого тока (Motor Current Signature Analysis) базируется на том, что любой механический или электрический дефект создает специфические гармоники в токовом сигнале. Например, повреждение сепаратора подшипника или межвитковое замыкание модулируют несущую частоту 50 Гц, создавая характерные пики (боковые полосы) в спектре. Вибродиагностика дополняет эту картину, позволяя локализовать источник проблемы: рассогласование муфт, дисбаланс или дефекты фундамента. Совместное использование этих методов дает достоверность диагноза выше 95%, что критически важно для ответственных агрегатов (насосы ГВС, дымососы, главные приводы станков).
Тепловизионный контроль под нагрузкой
Тепловизионное обследование является самым быстрым и наглядным методом первичной диагностики. Оно позволяет мгновенно обнаружить перегрев клеммных соединений, неравномерный нагрев корпуса статора (указывающий на локальное разрушение изоляции железа) или аномальную температуру подшипниковых щитов. Важно проводить съемку под номинальной нагрузкой, так как многие дефекты не проявляются на холостом ходу. Температурная карта помогает выявить зоны затрудненного охлаждения из-за загрязнения ребер или поломки внутреннего вентилятора, что является прямой профилактикой сгорания обмотки.