


Что такое теоретический вес перфорированного листа?
Теоретический вес перфорированного листа — это расчетная масса металлического изделия, определяемая как разность между массой цельного листа аналогичных габаритов и массой материала, удаленного в процессе пробивки (перфорации). Для точного вычисления необходимо знать плотность сплава, геометрические параметры отверстий и их шаг. В отличие от фактического веса, теоретический не учитывает допуски на толщину проката и массу защитных покрытий.
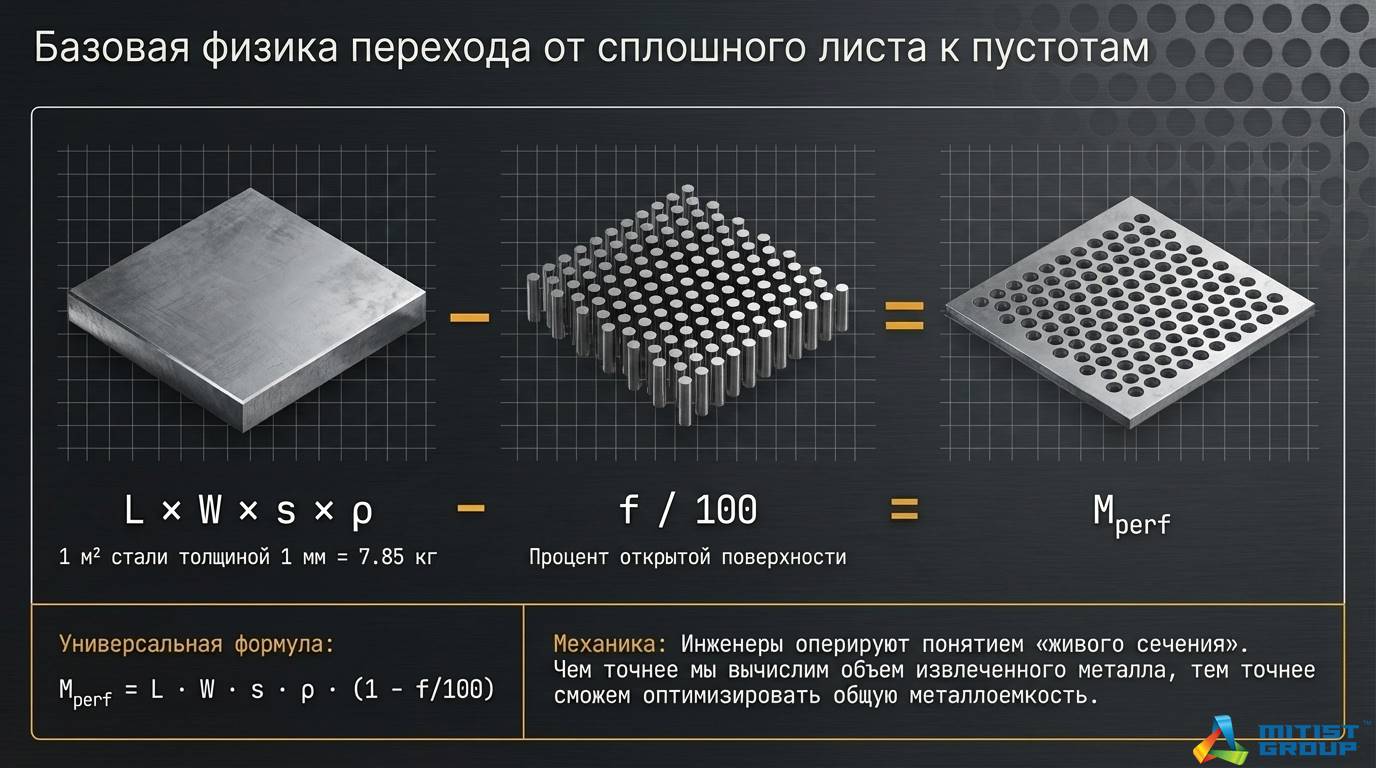
Расчет веса является критическим этапом при проектировании металлоконструкций, фасадов и систем фильтрации. Ошибка в вычислениях может привести к перегрузке несущих элементов или неверному расчету логистических затрат. Инженеры оперируют понятием «живого сечения», которое напрямую коррелирует с итоговой массой изделия. Понимание физики процесса позволяет оптимизировать металлоемкость без потери жесткости конструкции.
Универсальная формула расчета массы: от сплошного к перфорированному
Основная формула расчета веса перфолиста выглядит так: Mperf=L⋅W⋅s⋅ρ⋅(1−f/100), где L и W — длина и ширина (м), s — толщина (мм), ρ — плотность (кг/дм3), а f — процент открытой поверхности. Данный метод позволяет быстро вычислить массу, зная лишь базовые характеристики перфорации. Данный метод позволяет быстро вычислить массу, зная лишь базовые характеристики перфорации.
Для проведения вычислений сначала определяется масса «глухой» заготовки. Масса сплошного стального листа толщиной 1 мм и площадью 1 м2 принимается равной 7.85 кг. Затем из этого значения вычитается объем пустот, образованных отверстиями.
Точность расчета веса перфолиста на 90% зависит от правильного учета технологических полей. Многие забывают, что перфорация редко идет "в край", и наличие непробитых зон шириной 10–20 мм существенно увеличивает итоговую массу по сравнению с чисто теоретической формулой.
Как тип отверстий (Rv, Rg, Qg) влияет на итоговый вес?
Тип перфорации (форма и взаимное расположение отверстий) определяет объем удаляемого металла и, следовательно, конечный вес листа. Например, при одинаковом диаметре отверстий и шаге, шахматное расположение (Rv) удаляет больше материала, чем пряморядное (Rg). Квадратная перфорация (Qg) при равном шаге с круглой всегда будет легче из-за большей площади единичного отверстия.
Геометрия перфорации классифицируется по международным стандартам, таким как DIN 24041. Маркировка Rv 5-8 означает круглые отверстия диаметром 5 мм с шагом 8 мм в шахматном порядке. Математически это означает, что мы работаем с гексагональной решеткой, где площадь одной элементарной ячейки отличается от прямоугольной. Выбор типа отверстий — это всегда баланс между эстетикой, прозрачностью и весом.
Сравнительная таблица характеристик популярных типов перфорации
| Тип перфорации | Формула открытой поверхности (f) | Влияние на вес | Типичное применение |
|---|---|---|---|
| Rv (Круг, шахматы) | f=(d2⋅90.69)/t2 | Среднее снижение | Фасады, сита, фильтры |
| Rg (Круг, ряд) | f=(d2⋅78.5)/t2 | Минимальное снижение | Защитные экраны, мебель |
| Qg (Квадрат, ряд) | f=(a2⋅100)/t2 | Максимальное снижение | Вентиляционные решетки |
| Ldl (Щелевидная) | f=(w⋅l⋅100)/(t1⋅t2) | Высокое варьирование | Дренажные системы, сепарация |
Алгоритм расчета коэффициента открытой поверхности (f)
Коэффициент открытой поверхности (f) — это процентное отношение совокупной площади отверстий к общей площади зоны перфорации. Для самого распространенного типа Rv (круг в шахматном порядке) формула имеет вид: f=(d2⋅π)/(2⋅t2⋅sin(60∘))⋅100, что упрощается до 90.69⋅d2/t2. Для квадратных отверстий Qg формула предельно проста: (a/t)2⋅100.
Расчет f является промежуточным, но критическим этапом. Если вы ошибетесь в определении шага (t), который измеряется от центра одного отверстия до центра соседнего, итоговая погрешность веса может составить до 15–20%. Важно помнить, что шаг всегда больше диаметра отверстия (t>d), иначе лист потеряет целостность. Инженеры используют эти значения для подбора оптимального соотношения «прозрачность/вес».
Почему важно учитывать технологические поля при расчете?
Технологические поля — это неперфорированные полосы по периметру листа, необходимые для зажима заготовки в станке или последующего монтажа. При стандартном раскрое 1000x2000 мм поля могут занимать до 5–10% общей площади. Если рассчитывать вес только по формуле открытой поверхности, не учитывая эти «глухие» зоны, итоговый вес будет занижен, что критично для крупных партий.
Для точного расчета массу следует разбивать на две части: массу зоны перфорации и массу полей. Суммирование этих весов дает прецизионный результат. Например, лист с широкими полями под сварку будет значительно тяжелее изделия с перфорацией «на вылет». В спецификациях всегда указывается ширина полей e1,e2, что позволяет инженеру внести корректировки в базовую формулу.
Справочные плотности металлов: сталь, нержавейка, алюминий
Точность расчета массы на 100% завязана на корректном выборе плотности материала (ρ). Для углеродистой стали Ст3 используется значение 7.85 кг/дм3, для нержавеющей стали (например, AISI 304) — 7.9–8.0 кг/дм3, а для алюминиевых сплавов — 2.7 кг/дм3. Использование неверной константы плотности — самая частая причина расхождений между теорией и практикой.
При расчете листов с покрытием, например оцинкованных, к базовому весу стали добавляется масса слоя цинка, которая обычно составляет от от 140 до 275 г/м2. Для алюминия важно учитывать марку сплава: АМг3 будет легче, чем высоколегированные авиационные сплавы. Ниже приведены эталонные значения, используемые в металлургии для теоретических расчетов.
- Сталь углеродистая: 7850 кг/м3
- Сталь нержавеющая: 7930 кг/м3
- Алюминий (технический): 2700 кг/м3
- Медь: 8960 кг/м3
- Латунь: 8500 кг/м3
Как автоматизировать расчет веса в Excel?
Автоматизация расчетов в Excel сводится к созданию таблицы с ячейками для ввода переменных: длины (A), ширины (B), толщины (C), плотности (D), диаметра отверстия (E) и шага (F). Результирующая формула для ячейки веса будет комбинировать логику расчета площади и вычета процента перфорации. Это исключает человеческий фактор при массовых расчетах.
Использование Excel позволяет быстро проводить сценарный анализ: например, как изменится вес заказа при переходе с толщины 2 мм на 1.5 мм. Рекомендуется внедрять в файл логические проверки (например, если d≥t, ячейка должна выдавать ошибку «Геометрия невозможна»). Такой подход к триангуляции данных гарантирует высокую точность и скорость подготовки коммерческих предложений или проектной документации.
Для оптимизации рабочих процессов при подборе стандартных типоразмеров изделий целесообразно использовать спецификации готовой продукции. В каталоге интернет-магазина mitist-tvo.ru представлены перфорированные листы с уже выверенными техническими характеристиками, включая габариты, шаг и диаметр отверстий. Каждая позиция снабжена актуальными данными, что позволяет избежать ручных вычислений для серийных моделей. Использование готовых табличных значений из каталога существенно ускоряет этап формирования проектной документации и логистических расчетов.