

Перфорированные металлические листы широко применяются в различных отраслях промышленности, начиная от вентиляции и кондиционирования, и заканчивая производством декоративных конструкций. Их популярность обусловлена уникальными свойствами, а именно возможностью придания определенной формы через сгибание.Однако возникает вопрос: можно ли гнуть перфорированный нержавеющий лист без риска его повреждения?
Особенности гибки изделий
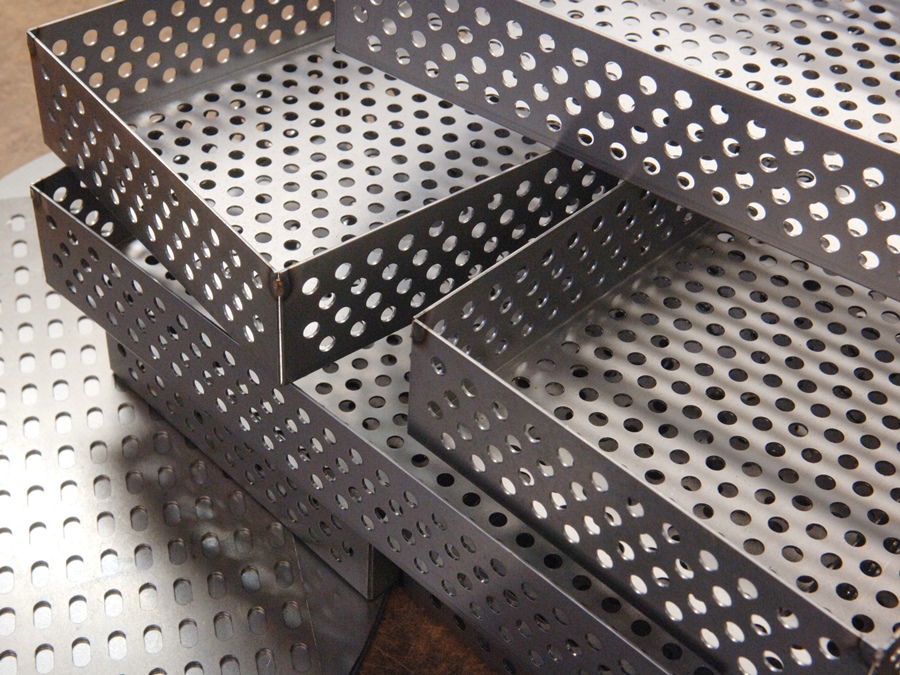
Перед тем, как ответить на данный вопрос, давайте рассмотрим особенности гибки изделий из перфорированных листов. При изготовлении перфорации на листе создается специальный рисунок отверстий с использованием различных методов, таких как пробивка, лазерная, плазменная или водоструйная резка. В результате механическая прочность материала ослабевает по сравнению с цельным листом.
Однако современные технологии позволяют сохранить достаточную прочность перфорированного металла для последующих операций. При этом существуют несколько ключевых факторов, которые следует учитывать при гибке перфорированных листов:
- Во-первых, толщина листа играет важную роль. Чем толще лист, тем он прочнее и пластичнее. Рекомендуемая толщина для гибки составляет от 1 мм. Более тонкий металл может деформироваться и разрушаться при изгибе. Поэтому при выборе перфорированного листа необходимо учитывать его толщину.
- Во-вторых, размер и форма перфорации также влияют на возможность сгибания без повреждения материала. Мелкие круглые отверстия диаметром до 5 мм, а также продолговатые прорези ослабляют лист незначительно. Крупные отверстия, с другой стороны, снижают пластичность сильнее. Поэтому при планировании гибки металла следует учесть размер и форму перфорации.
- В-третьих, шаг перфорации оказывает влияние на жесткость листа при сгибании. Увеличение расстояния между отверстиями повышает жесткость листа, что может затруднить сгибание. Рекомендуемый шаг для сгибаемого перфорированного металла должен быть не менее двух диаметров. Это позволит сохранить достаточную пластичность материала.
- В-четвертых, направление сгиба имеет значение. Сгиб вдоль направления перфорации происходит легче, чем поперек. Поэтому рекомендуется ориентировать шаблон отверстий в соответствии с будущей деформацией листа. Это поможет избежать риска повреждения материала при сгибании.
- Наконец, радиус сгиба играет важную роль в процессе сгибания перфорированного листа. Чем меньше радиус, то есть чем острее угол сгиба, тем выше риск разрушения металла. Минимально допустимый радиус сгиба перфорированного листа составляет 1 толщину материала. Поэтому при планировании сгибания необходимо учесть радиус сгиба.
Таким образом, гибка перфорированного нержавеющего листа без риска его повреждения возможна при соблюдении всех рекомендаций и требований, описанных выше. При выборе листа для сгибания следует обратить внимание на его толщину, размер и форму перфорации, шаг перфорации, направление сгиба и радиус сгиба. При использовании соответствующей технологии и соблюдении всех факторов, перфорированный лист можно успешно сгибать без риска его повреждения.