

Режущие инструменты и способы их закрепления.
К режущим инструментам, применяемым на токарных станках, прежде всего относятся резцы. Кроме них, на токарных станках используют хвостовые инструменты для обработки отверстий (сверла, зенкеры, развертки), а также инструменты для нарезки резьбы (метчики, плашки).
Резцы различают по назначению, направлению подачи, форме головки, материалу, из которого изготовлена режущая часть, и т. д. По назначению резцы делят на проходные, подрезные, отрезные, расточные, резьбовые, канавочные, фасонные. По направлению подачи различают левые резцы, работающие при подаче слева направо, и правые, работающие в обратном направлении подачи. По форме головки резцы делятся на прямые и отогнутые, а по материалу режущей части — на быстрорежущие, твердосплавные, минералокерамические и алмазные.
Устройство токарного резца в первую очередь зависит от его назначения.
При помощи токарного проходного резца обтачивают внешние поверхности. Различают элементы и геометрию проходного резца. Элементами считаются поверхности и кромки, образующие его форму. Геометрия определяется углами, под которыми соединены друг с другом элементы резца.
При закреплении проходного резца в резцедержателе нужно следить за тем, чтобы вылет резца, то есть длина его части, выступающей из резцедержателя, не был больше, чем этого требуют условия работы. Обычно вылет резца не превышает 1,5—2,0 его высоты. Это условие обусловлено тем, что с увеличением вылета резца снижается его жесткость. Для нормального резания необходимо, чтобы вершина резца находилась на линии центров станка, а сам резец должен быть расположен перпендикулярно к оси заготовки.
Часто приходится изготовлять ступенчатые валы. При этом обтачивают внешние поверхности и подрезают торцы. Если переход между смежными диаметрами незначителен (до 5 мм), то подрезают проходными упорными резцами. Главная режущая кромка резца находится под углом 90° к оси заготовки, что дает возможность обтачивать цилиндрические поверхности при одновременной подрезке торцов.
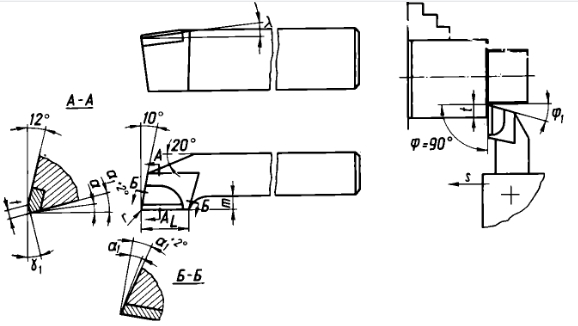
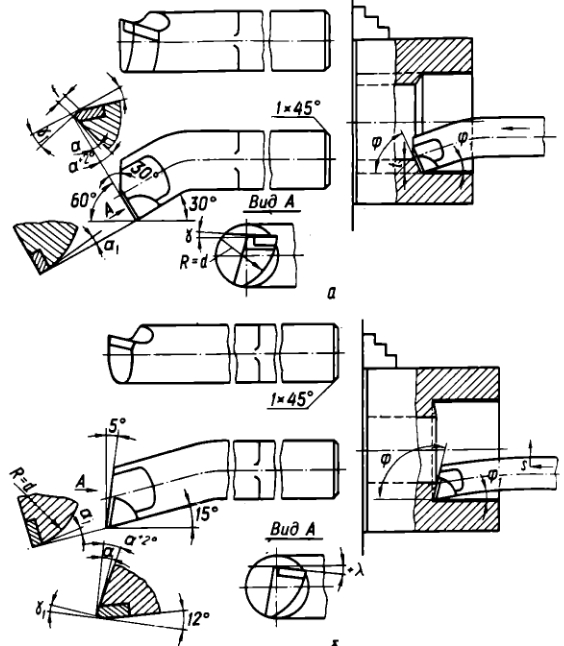
Для обработки отверстий применяют расточные резцы, используемые для расточки сквозных отверстий. При расточке глубоких отверстий инструменты закрепляют в оправках, потому что, как указывалось выше, резцы с очень большим вылетом имеют низкую жесткость.
С помощью отрезного резца отрезают готовую деталь или разрезают на части заготовку. Такой резец имеет одну режущую кромку. Поэтому при закреплении отрезного резца нужно следить, чтобы режущая кромка была перпендикулярна к оси детали. Правильность установки резца проверяют угольником на 90°, прикладывая его одной стороной к поверхности заготовки, а другой — к стержню резца.
Способы закрепления заготовок
Способ закрепления заготовки определяется ее размерами, формой, точностью обработки и количеством заготовок в партии. Заготовку можно закрепить в патроне, центрах, на планшайбе и оправке. Наиболее распространен способ закрепления заготовки в патроне. Такой способ часто используют при производстве деталей для ресивера линейного аммиачного, который обеспечивает постоянную подачу хладагента в испаритель. По конструкции патроны делят на самоцентрирующие, несамоцентрирующие и цанговые.
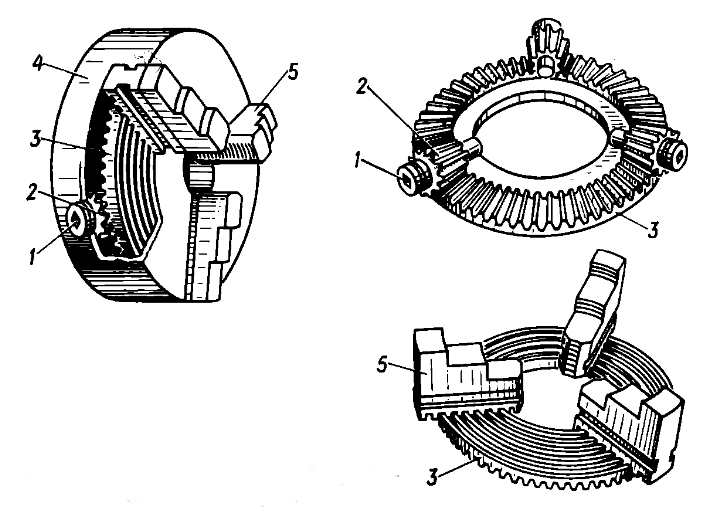
Патрон представляет собой корпус , внутри которого находится зубчатое колесо. На торцовой поверхности колеса нарезана спиральная канавка, куда заходят рейки кулачков. С колесом соединяются три малых зубчатых колеса с углублениями под ключ на торцах. Большое колесо приводят во вращение, прокручивая при помощи ключа любое из трех малых колес. При этом кулачки передвигаются вдоль пазов, в которые они вставлены, к центру или от него, в зависимости от направления вращения ключа. Скорость движения всех кулачков одинакова, поэтому они сходятся в центре одновременно. Если заготовка имеет правильную цилиндрическую форму, ее ось совпадает с осью патрона, то есть патрон обеспечивает центровку заготовки, установку ее по центру. Кулачки патрона соединены с рейками при помощи винтов. После ослабления винтов кулачки можно заменить или повернуть на 180°.
Кулачки патрона могут быть калеными или некалеными (сырыми). Последние можно расточить после разведения их до упора, обеспечив этим высокую точность установки заготовки в патроне.
Патрон закрепляют на шпинделе. При этом возможны два конструктивных варианта. По первому из них патрон навинчивают на шпиндель и закрепляют дополнительно во избежание самоотвинчивания. Соосность патрона и шпинделя обеспечивается центрирующим пояском на шпинделе. По второму варианту патрон соединяют со шпинделем винтами, причем центровка в этом случае обеспечивается коническими шейками на шпинделе и в патроне.
По первому варианту патрон закрепляют на шпинделе в такой последовательности: рычаг коробки скоростей устанавливают на самое меньшее количество оборотов, чтобы обеспечить наибольшее торможение шпинделя; патрон подносят к шпинделю и навинчивают на него до отказа; дополнительно закрепляют патрон от самоотвинчивания. Снимают патрон со шпинделя в обратной последовательности.
Перед тем как закрепить патрон, посадочные места протирают ветошью, смоченной керосином и покрывают тонким слоем масла.
В кулачковом патроне заготовку можно закреплять за внешнюю и внутреннюю поверхности.
Если заготовка длинная, нужно увеличить ее жесткость. Для этого применяют центр, закрепляемый в задней бабке (перед закреплением центра посадочные места протирают ветошью от пыли). На торцовой поверхности заготовки при помощи сверла делают углубление, называемое центровым отверстием. Центр подводят до соприкосновения его с поверхностью центрового отверстия и фиксируют. Таким образом, заготовка получает дополнительную точку опоры, и ее жесткость увеличивается.
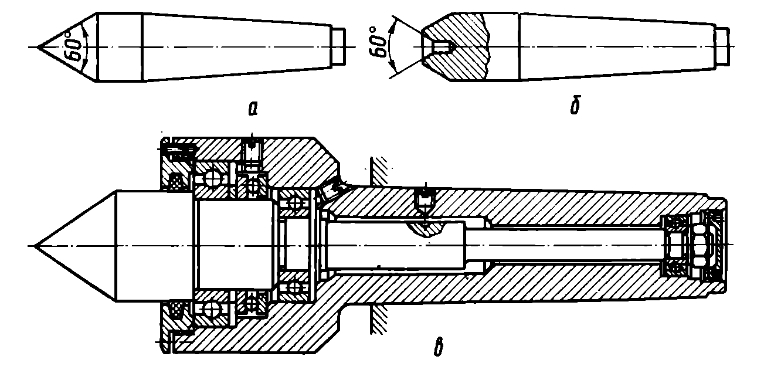
Центры делят на вращающиеся и невращающиеся. Обычный центр применяют тогда, когда заготовку обрабатывают на небольшой скорости вращения и торцовую поверхность не подрезают. Валы небольшого диаметра закрепляют в обратном центре. При обработке деталей на больших оборотах применяют вращающийся центр, вмонтированный в корпус с подшипниками. Таким образом, трение скольжения заменяется трением качения, благодаря чему можно работать на повышенных скоростях резания, чем обеспечивается более высокая производительность труда. Однако вращающиеся центры имеют и некоторые недостатки: вследствие наличия зазоров в подшипниках возникает биение, увеличивается вылет центра из задней бабки и, следовательно, уменьшается жесткость.
Применяя центры, можно обрабатывать заготовки, длина которых больше диаметра в 10—12 раз. При еще большем соотношении длины и диаметра жесткость заготовки становится недостаточной. В этом случае дополнительную точку опоры создают при помощи люнетов, которые могут быть подвижными и неподвижными.
Люнет закрепляют на станине приблизительно на половине длины заготовки. Он состоит из корпуса и крышки, соединенных болтом. В люнете закреплены три кулачка, которые можно передвигать, вращая рукоятки. Упираясь с трех сторон в поверхность заготовки, кулачки создают дополнительную опору, увеличивают жесткость заготовки и обеспечивают соосность заготовки и шпинделя. Чтобы уменьшить биение, под кулачки люнета следует проточить канавку. Если по условиям жесткости проточить канавку на середине заготовки нельзя, то ее протачивают ближе к патрону, устанавливают люнет и протачивают вторую канавку в заданном месте. Вместо канавки можно применить втулку. Регулируя положение винтов, обеспечивают соосность втулки и заготовки. При этом положение внешней поверхности втулки проверяют при помощи индикатора. После установки кулачков люнета целесообразно снова проверить на биение опорную поверхность.
Для уменьшения трения в процессе работы опорную поверхность покрывают слоем масла. Обтачивают заготовку за две установки, протачивая сначала поверхность от задней бабки до люнета и повторяя рабочий процесс после закрепления заготовки в патроне обработанным концом.
Неподвижные люнеты используют также для разрезания длинных нежестких деталей и подрезки их торцов, если заготовка не проходит через шпиндель. В этом случае один конец заготовки закрепляют в патроне, а другой — в люнете.
Подвижный люнет, имеющий два кулачка, закрепляют на суппорте станка и применяют при обтачивании гладких валов.
То, что трехкулачковый патрон обеспечивает установку заготовки по центру, является его большим преимуществом, но только тогда, когда заготовка имеет правильную цилиндрическую форму. Если же нужно обработать заготовку, форма которой отличается от цилиндрической, применять самоцентрирующий патрон неудобно. В таких случаях пользуются так называемыми простыми патронами, которые чаще всего имеют четыре кулачка. Каждый из них передвигается сам по себе. Поэтому независимо от формы заготовки можно обеспечить соосность обрабатываемой поверхности и центров станка.
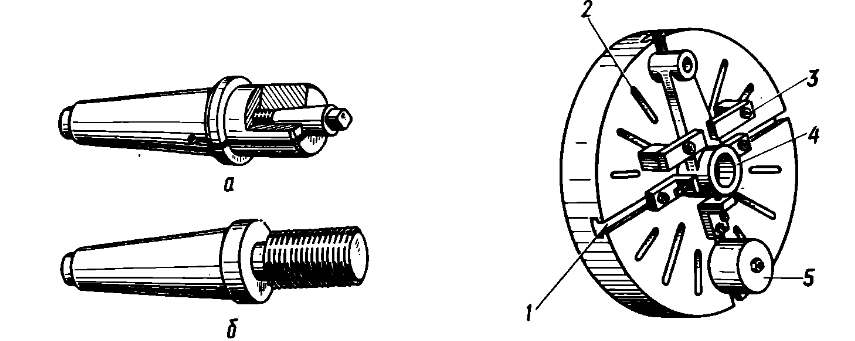
Другой распространенный способ закрепления заготовки на токарном станке — закрепление в центрах. Заготовку устанавливают между центрами. На ее торцах делают центровые отверстия, о которых упоминалось выше. Один центр закрепляют в задней бабке, другой — в патроне особой конструкции, называемом поводковым. Конструкция поводковых патронов может быть разной, однако принцип их действия остается неизменным.
Цилиндричность обработанной поверхности зависит от соосности центров. Поэтому перед началом работы заднюю бабку подводят к шпинделю до соприкосновения вершин центров. Если вершины центров не совпадают, регулируют положение заднего центра, перемещая корпус задней бабки поперек станины.
На практике часто приходится обрабатывать заготовки с отверстиями. Такие заготовки можно устанавливать на оправках. Конструкции оправок довольно разнообразны. По способу установки на станке они делятся на центровые и хвостовые, а по способу закрепления заготовки — на конические, цилиндрические, разжимные и резьбовые.
Центровые оправки закрепляют в центрах станка. Рабочая поверхность конической центровой оправки имеет небольшую конусность. Отверстие самой заготовки должно изменяться незначительно, то есть иметь малый допуск на обработку. Благодаря этому заготовки закрепляют на оправках. На цилиндрических оправках заготовки закрепляют при помощи гайки. Тогда точность центровки заготовки будет значительно меньше, так как между заготовкой и оправкой может образоваться зазор.
Заготовки с большим полем допуска на изготовление отверстия удобно закреплять на разжимных оправках.
Такая оправка имеет цангу, представляющую собой упругую втулку, разрезанную в нескольких местах. Ее внутренняя поверхность коническая, а внешняя — цилиндрическая. При перемещении цанги гайкой влево, ее наружный размер увеличивается и заготовка неподвижно закрепляется. Когда заготовку нужно с оправки снять, гайку отвинчивают и передвигают вправо.
По такому же принципу действует хвостовая цанговая оправка. Хвостовые оправки могут быть также коническими и цилиндрическими.
Хвостовые оправки более удобны, чем центровые, так как их не нужно снимать для закрепления каждой последующей детали.
Следует обратить внимание на то, что оправки менее универсальны по сравнению с патронами. Оправку изготовляют с учетом размера отверстия в данной заготовке и ее длины. Поэтому с экономической точки зрения применение оправок целесообразно лишь при обработке партии одинаковых деталей.
Как указывалось выше, детали неправильной геометрической формы закрепляют в четырехкулачковом патроне. С этой же целью применяют планшайбу, представляющую собой чугунный диск со ступицей, в которой для соединения со шпинделем нарезана резьба. В планшайбе имеются пазы и сквозные отверстия, в которых устанавливаются зажимные устройства. Если центр тяжести не совпадает с осью вращения, на планшайбе устанавливают противовес. При этом планшайбу балансируют, т. е. выставляют противовес так, чтобы она сохраняла при вращении равновесие.
Обточка внешних цилиндрических и торцовых поверхностей
К внешним поверхностям деталей, обрабатываемым на токарных станках, относятся цилиндрические поверхности, а также плоские поверхности, образующие торцы, уступы, канавки.
При обработке цилиндрических поверхностей нужно обеспечить точность их размеров (диаметра и длины), а также правильность геометрической формы и чистоту. Различают гладкие и ступенчатые цилиндрические поверхности. Гладкие цилиндрические поверхности обрабатывают токарными проходными резцами.
Для установки резца на заданную глубину резания пользуются лимбом. Он состоит из двух втулок, причем первая втулка неподвижно соединена с корпусом суппорта, а вторая втулка насажена на винт поперечной подачи. Между второй втулкой и ходовым винтом установлена пружина, прижимающая втулку к винту, в результате чего втулка вращается при вращении винта. Если же эту втулку придержать рукой, то она останется неподвижной даже при вращении винта. На поверхности неподвижной первой втулки есть риска, называемая нулевой. На поверхности подвижной втулки нанесены деления. Цена одного деления зависит от общего количества делений и шага ходового винта. Предположим, что на втулке 100 делений, а шаг ходового винта равен 5 мм. В этом случае при вращении винта на один полный оборот суппорт вместе с резцом передвинется на 5 мм, а при повороте винта на одно деление — на 0,05 мм. Зная заданную глубину резания, можно определить, на сколько делений нужно повернуть ходовой винт вместе с лимбовой втулкой относительно нулевой риски на неподвижной втулке.
Резец выставляют на глубину резания в такой последовательности: включают вращение шпинделя и подводят резец к заготовке так,чтобы его вершина коснулась обрабатываемой поверхности; отводят резец от обрабатываемой поверхности вправо; пользуясь лимбом поперечной подачи, выставляют резец на глубину резания; обтачивают деталь вручную по длине 3—5 мм (снимают пробную стружку) и возвращают резец в исходное положение; останавливают станок и проверяют размер обработанной поверхности; в соответствии с фактическим размером обработанной поверхности корректируют положение резца (такие коррективы положения резца необходимы в том случае, если между витками ходового винта и гайки вследствие трения постепенно образуются зазоры; поэтому винт начинает фактически передавать движение на суппорт лишь после «выборки» зазора); протачивают заготовку на заданную длину.
Длину хода резца в продольном направлении определяют с помощью лимба продольной подачи (этот лимб отличается от лимба поперечной подачи лишь ценой деления) или разметкой. Резец выставляют по длине при помощи линейки или нутромера. После этого резец отводят в поперечном направлении, включают вращение шпинделя и осуществляют поперечную подачу резца, пока он не коснется заготовки и на его поверхности не образуется круговая риска.
При обработке партии одинаковых деталей резец выставляют на глубину резания один раз, обрабатывая все детали, кроме первой, без снятия пробной стружки. Для удобства лимбовую втулку выставляют так, чтобы при рабочем положении резца нулевое деление лимба совпадало с нулевой риской неподвижной втулки.
Размеры обработанной поверхности по диаметру измеряют кронциркулем, более точно — штангенциркулем и микрометром, а по длине — линейкой или штангенциркулем. При обработке партии одинаковых деталей для проверки их размеров применяют калибры.
Ступенчатые цилиндрические поверхности обтачивают так же, как и гладкие, т. е. резец выставляют на обточку поверхности первого диаметра и обрабатывают ее, затем его выставляют на обточку поверхности второго диаметра и обрабатывают ее и т. д.
При обработке партии одинаковых деталей целесообразно применять упоры, дающие возможность выставлять резец лишь один раз для обработки первой детали. На станине закрепляют упор, устанавливая его так, чтобы в момент окончания обточки резцом поверхности последнего диаметра суппорт дошел до этого упора. Кроме того, в соответствии с размерами ступеней детали берут набор мерных пластин и укладывают на станину пластины и длиной соответственно а2 и а3. Дойдя до упора, резец проточит поверхность первого диаметра длиной ах. После этого пластину снимают, выставляют резец в поперечном направлении на следующий диаметр (также при помощи упоров) и протачивают поверхность второго диаметра. Количество мерных пластин может быть любым в зависимости от количества ступеней на обрабатываемой детали. Для установки суппорта в поперечном направлении применяют два упора, закрепляя один на подвижной части поперечного суппорта, а другой — на неподвижной. Между этими упорами располагают мерные пластины.
Следует иметь в виду, что применять жесткие упоры можно лишь в том случае, если станок оснащен устройством автоматического выключения подачи при перегрузке. При отсутствии такого устройства механическую подачу приходится выключать преждевременно и заканчивать обработку при подаче вручную. Применять продольные упоры можно лишь в том случае, когда все детали партии одной длины занимают одинаковое положение относительно станины станка: иначе длина поверхности первого диаметра у различных деталей будет неодинаковой.
Чтобы обеспечить постоянное положение деталей относительно станины применяют различные приемы. В шпинделе можно закрепить упор, положение которого регулируется. Опорными поверхностями могут быть также кулачки патронов. При закреплении деталей в центрах центровые отверстия могут иметь различную глубину, что приводит к неодинаковому положению разных заготовок относительно станины. В этом случае применяют плавающие центры, закрепляемые в шпинделе. Заготовка прижимается торцом к корпусу центра, положение которого изменяется под действием пружины в зависимости от размеров центрового отверстия заготовки.
Изготавливая детали на токарных станках, часто приходится подрезать торцы и уступы. В этом случае нужно руководствоваться следующими основными требованиями: поверхности должны быть прямолинейными, перпендикулярными к оси заготовки и параллельными друг другу. Кроме того, может быть также предъявлено требование относительно точности расстояния между торцовыми поверхностями.
Способ закрепления заготовки при подрезке торцов определяется ее размерами и формой: короткие заготовки правильной цилиндрической формы закрепляют в самоцентрирующих патронах, а более длинные — поддерживают задним центром или закрепляют в центрах; заготовки неправильной геометрической формы закрепляют в простом четырехкулачковом патроне или на планшайбе. Точность установки таких заготовок проверяют на биение, причем, если заготовка имеет форму диска, у которого торцовая поверхность основная, то проверяют на биение именно эту поверхность. Валы проверяют на биение по цилиндрической поверхности.
Чаще всего торцы подрезают проходными упорными, подрезнымы и проходными отогнутыми резцами. Проходные упорные резцы удобны тем, что позволяют подрезать уступы при обточке цилиндрических поверхностей. Подрезные резцы очень удобны при обточке торца детали, закрепленной в центрах, так как форма таких резцов дает возможность обрабатывать торцовую поверхность, не испортив центра. Для подрезки торцов чаще всего применяют проходные отогнутые резцы, при помощи которых можно проточить заготовку сверху и снять фаску.
Торцовые поверхности подрезают как от центра к периферии, так и наоборот, причем во втором случае обработанная поверхность будет более чистой.
Точность обработки торцов и уступов проверяют различными инструментами: линейкой, нутромером, штангенглубиномером, шаблонами и др.
Протачивают канавки и отрезают детали при помощи канавочных и отрезных резцов. Канавочные резцы в принципе такие же, как и отрезные, но с короткой головкой.
Протачивая канавки, нужно следить, чтобы они соответствовали заданным размерам (ширине, глубине), имели поверхность определенной чистоты и находились на определенном расстоянии от торца (или другого элемента) детали. Узкие канавки протачивают за один проход. Широкие канавки — за несколько проходов в такой последовательности: размечают канавку; устанавливают резец с правого края канавки на такую глубину резания, чтобы на чистовую обработку осталось 0,5—1,0 мм, и делают резцом один проход; возвращают резец в исходное положение, подают его левее и делают один проход при такой же установке глубины резания, повторяя это до тех пор, пока резец не достигнет левого края канавки, после чего резец возвращают в первое исходное положение, устанавливают его на заданный размер и выполняют чистовую проточку канавки продольной подачей.
Головка отрезных резцов должна быть по длине на несколько миллиметров больше радиуса обрабатываемой заготовки. Чем меньше длина режущей кромки, тем меньше снимается стружки. Отрезной резец работает в тяжелых условиях, особенно трудно разрезать заготовку большого диаметра, когда затруднен выход стружки. В этом случае рекомендуется постепенно расширять прорез, а именно: углубиться на 10—15 мм, отвести резец в исходное положение, передвинуть его влево приблизительно на половину ширины режущей кромки, снова углубиться на такую же величину и т. д.
После обработки обычными резцами на торце отрезанной детали остается выступ (бобышка). Для деталей, торцы которых больше не будут подрезаться, это недопустимо. В таких случаях режущую кромку отрезного резца затачивают под углом, обеспечивая этим чистоту торцовой поверхности отрезываемой детали.
Обработка цилиндрических отверстий и центровка
Отверстия в деталях могут быть сквозными и глухими. По форме они делятся на гладкие и ступенчатые. Отверстия глубиной более 4—6 диаметров называют глубокими.
Нужно помнить, что обработка отверстий по сравнению с обточкой внешних поверхностей гораздо сложнее, так как размеры инструмента ограничены размерами отверстия. Поэтому может снижаться жесткость инструментов. Кроме того, усложняются наблюдение за работой, подача охлаждающей жидкости в зону резания и отвод стружки.
Цилиндрические отверстия можно обрабатывать на токарных станках различными способами: сверловкой, рассверловкой, расточкой, зенкеровкой, развертыванием.
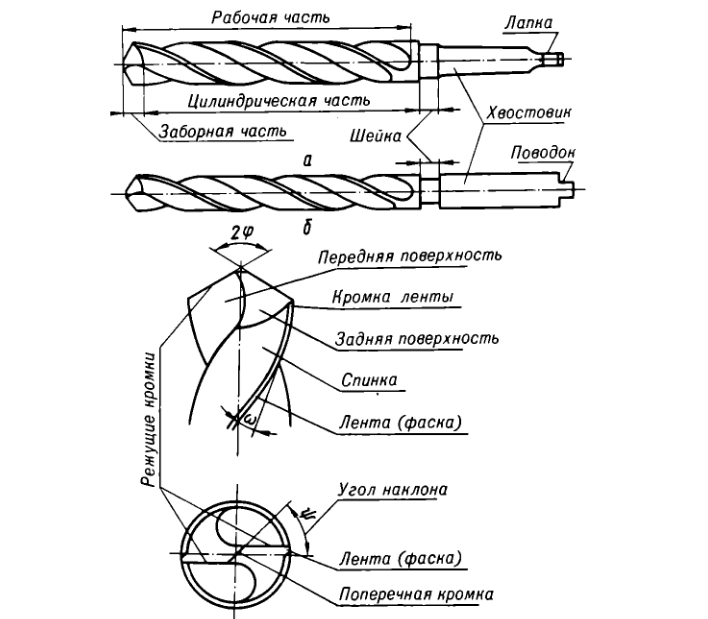
Сверловкой обрабатывают отверстия в сплошных заготовках, достигая при этом точности 4-го класса и шероховатости поверхности 3-го класса. Если высокая точность размеров отверстий не так, важна как производительность, то можно использовать плазменную резку металла. При помощи рассверловки увеличивают диаметр отверстия, полученного в результате сверловки. Сверловку и рассверловку осуществляют сверлами. На рабочей части сверла имеются спиральные канавки, вдоль которых проходят винтовые ленты — две узкие фаски. Режущая часть сверла имеет форму конуса с двумя режущими кромками, образующимися в результате пересечения передней и задней поверхностей. Между режущими кромками есть перемычка. Хвостовик сверла может быть коническим (для сверл диаметром 6 мм и больше) или цилиндрическим (для сверл малых диаметров).
Геометрия сверла зависит от конкретных условий работы (обрабатываемый материал, материал сверла и др.) и определяется углом при вершине, углом наклона винтовых канавок и углом наклона поперечной кромки. Угол при вершине сверла образуется режущими кромками. Если же сверло изготовлено из быстрорежущей стали, то во время обработки сталей и чугунов он составляет 116—118°, а при обработке других материалов увеличивается до 140°. Угол наклона винтовых канавок влияет на условия отвода стружки и зависит от диаметра сверла и вида обрабатываемого материала. При обработке стали и чугуна угол наклона винтовых канавок может изменяться в пределах 18—30°. Угол наклона поперечной кромки обычно равен 50—55°
Сверло (с коническим хвостовиком) закрепляют непосредственно в задней бабке, если размеры его хвостовика соответствуют размерам отверстия в пиноле. При меньших же размерах хвостовика применяют переходную втулку. Сверла с цилиндрическими хвостовиками закрепляют в патронах, устанавливаемых в пиноле.
Точность установки заготовки и сверла влияет на точность обработки изделия. Поэтому перед тем как резать заготовку проверяют на биение, а посадочные места сверла и пиноля протирают ветошью. Торцовая поверхность заготовки должна быть ровной.
Для того чтобы в начале работы создать благоприятные условия, нужно на торце заготовки наметить центр будущего отверстия. При обработке глубоких отверстий сначала засверливают отверстие коротким жестким сверлом на глубину до одного диаметра для направления инструмента. Чтобы предотвратить смещение сверла, для него создают дополнительную опору: резец закрепляют в резцедержателе так, чтобы выступала его торцовая поверхность, и подводят до соприкосновения со сверлом.
При обработке глубоких отверстий необходимо периодически выводить сверло из заготовки и освобождать его от стружки.
Перед началом резания включают вращение шпинделя и подводят сверло к заготовке, а после окончания работы отводят его от заготовки и останавливают станок.
Подачу при сверлении чаще всего осуществляют вручную, однако она может выполняться и от ходового валика. Для этого в станках имеется несложное приспособление. К суппорту и задней бабке прикреплены угольники. Если их соединить суппорт будет тянуть за собой заднюю бабку.
Работая сверлом, нужно обеспечить равномерную подачу. При врезании и выходе сверла из заготовки следует уменьшить подачу, так как режущие кромки воспринимают в это время неравномерную нагрузку.
Рассверловку применяют для обработки отверстий диаметром 30 мм и больше. При этом сначала просверливают отверстие сверлом, диаметр которого равен приблизительно половине диаметра готового отверстия. В этом случае перемычка второго сверла не будет участвовать в резании, благодаря чему значительно снизится сопротивление резанию. Преимуществом рассверловки является и то, что качество обработанной поверхности по сравнению со сверловкой повышается.
При сверлении и рассверловке глухих отверстий следует обеспечить углубление инструмента на определенную величину. Для этого пользуются шкалой, нанесенной на пиноль, или мелом делают на сверле отметку, до которой должен углубиться инструмент.
Как уже указывалось, детали, обрабатываемые на токарных станках, очень часто закрепляют в центрах. При этом базовыми являются центровые отверстия, форма которых определяется стандартом. Предохранительный конус защищает основной конус от повреждений и делает более удобной обработку торца. Размеры центрового отверстия выбирают в зависимости от диаметра торца обрабатываемой заготовки.
Центровые отверстия можно обрабатывать специальными сверлами, называемыми центровыми. Такие сверла применяют для изготовления центровых отверстий диаметром в пределах 1,5—6,0 мм. Отверстия больших размеров изготовляют последовательно двумя инструментами.
Особенностью сверловки и рассверловки является то, что каждый инструмент пригоден только для изготовления отверстия определенного размера. В этом отношении расточка более универсальна, так как один и тот же резец можно использовать для обработки отверстий различных размеров. Правда, для этого его необходимо выставлять, что связано с определенными затратами времени.
Расточку делят на черновую и чистовую. При чистовой расточке можно достичь 3—4-го класса точности и 5—7-го класса шероховатости обработанных поверхностей.
Растачивают расточными резцами. Последовательность работы и ее содержание в принципе не отличаются от обточки внешних поверхностей. Под расточку после сверловки оставляют припуск 1—3 мм на диаметр. Обязательно снимают пробную стружку, после чего лимб поперечной подачи выставляют на нуль, если обрабатывается партия одинаковых деталей. При изготовлении ступенчатых отверстий резец выставляют по лимбу, а при обработке партии одинаковых деталей применяют упоры. Когда растачиваются тонкостенные детали, следует иметь в виду, что во время закрепления заготовка может быть несколько деформирована. Поэтому перед чистовой расточкой целесообразно немного ослабить крепление заготовки.
Для чистовой обработки отверстий после сверловки и рассверловки наряду с расточкой применяют также такие способы обработки отверстий, как зенкеровка и развертывание.
Зенкеровку осуществляют зенкерами, которые могут быть хвостовыми и насадными. По конструкции хвостовой зенкер очень напоминает сверло. То же можно сказать и о насадном зенкере, хотя он не имеет хвостовика, а насаживается на оправку.
Преимуществом зенкера по сравнению со сверлом является то, что он имеет три или четыре режущие кромки и, соответственно, три или четыре направляющие ленты (фаски). Благодаря этому во время работы зенкер направляется лучше, чем сверло, и обеспечивает более высокую точность обработанного отверстия. А преимущество зенкеровки по сравнению с расточкой в том, что отверстие обрабатывается за один проход и не нужна установка инструмента на размер.
Зенкер не имеет поперечных кромок и, следовательно, его нельзя использовать для обработки отверстий в сплошном материале. Зенкеры изготовляют из быстрорежущей стали. Они могут быть также оснащены твердосплавными пластинами. Под зенкеровку оставляют припуск 1—3 мм на диаметр. Перед зенкеровкой отверстий в заготовках, изготовленных литьем или ковкой, рекомендуется расточить их на глубину 5—10 мм для направления инструмента.
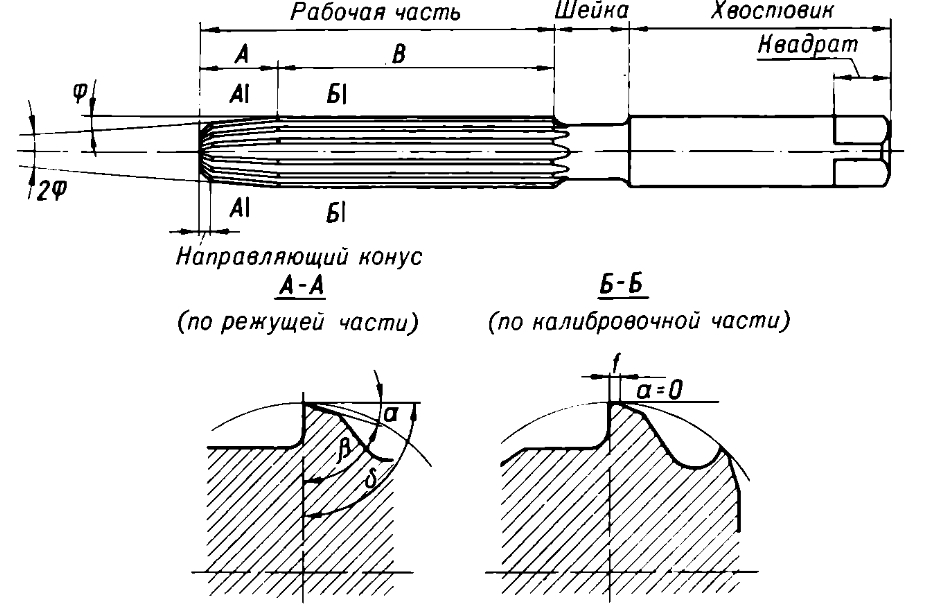
Наибольшей точности в изготовлении отверстий достигают тогда, когда применяют развертывание. Проводят его развертками. По устройству развертки напоминают сверла и зенкеры, но с большим количеством режущих зубьев (до 18). Как и зенкеры, развертки делят на хвостовые и насадные. Каждый зуб развертки имеет две кромки: режущую и калибровочную. Режущая кромка снимает припуск, который в зависимости от диаметра отверстия может меняться в пределах от 0,15 до 0,30 мм, а калибровочная кромка направляет развертку и сглаживает обрабатываемую поверхность.
Если нужно изготовить очень точное отверстие (точностью по размеру до 2—3-го класса, шероховатость поверхности до 7—9-го класса), развертывание делят на черновое и чистовое, выполняя его за два прохода. При этом на чистовую обработку из общего припуска оставляют 0,05—0,1 мм.
Недостатком развертки является то, что после перетачивания калибровочной части диаметр развертки уменьшается и она становится непригодной для обработки тех отверстий, для которых она предназначалась. Поэтому на практике применяют развертки со вставными ножами, которые можно разводить в радиальном направлении, благодаря чему изменяется диаметр инструмента.
Развертки изготовляют из быстрорежущей стали. Они могут быть также оснащены твердосплавными пластинами.
Приемы развертывания те же, что и при зенкеровании. Подача может быть ручной или механической, если задняя бабка передвигается от суппорта. При развертывании важно правильно выбрать охлаждающую жидкость: для стали — эмульсию или растительное масло. Отверстия в чугунных, бронзовых и латунных заготовках развертывают без применения охлаждающей жидкости.
Нарезка резьбы
Резьбовое соединение чаще всего применяется в машиностроении. Существует много способов нарезки. На токарном станке обычно резьбу нарезают метчиками, плашками и резцами.
Плашка — это специальный инструмент, предназначенный для нарезки наружной резьбы. Плашку закрепляют в плашкодержателе, а заготовку — в патроне. С торца заготовки снимают фаску, чтобы плашка легче врезалась в металл. Заготовка под нарезку резьбы должна быть определенного диаметра, величину которого выбирают по таблицам. Если же диаметр заготовки меньше, резьба будет неполного профиля, а при большем диаметре обработанная поверхность будет некачественной.
Используя плашку, сначала на неподвижной заготовке нарезают вручную несколько ниток резьбы для направления инструмента. С этой же целью перед включением вращения шпинделя плашку поджимают пинолем задней бабки. Затем ручку плашко-держателя опирают на суппорт и включают вращение шпинделя с заготовкой.
Внутреннюю резьбу можно нарезать метчиками, комплект которых чаще всего состоит из трех метчиков. Между ними распределяется припуск на обработку. Первые два метчика нарезают резьбу не на полный профиль, а третий, обрабатывая резьбу, придает ей окончательные размеры и форму. Последовательность применения метчиков данного комплекта можно определить по рискам на хвостовой части (первый имеет одну риску) или по профилю режущих зубьев. Нарезать резьбу в сквозных отверстиях, длина которых не превышает диаметра резьбы, можно одним метчиком. Такой метчик называют гаечным. Режущая часть метчика состоит из заборного и направляющего участков: основную работу по срезанию металла выполняет заборный участок, а направляющий — главным образом калибрует обработанную поверхность.

Размер отверстия под нарезку резьбы в заготовке подбирают по таблицам. Включив вращение заготовки, метчик заводят в обрабатываемое отверстие и нарезают один-два витка, передвигая инструмент от маховика задней бабки. После этого ручная подача не нужна, так как метчик начинает затягиваться в отверстие, благодаря вращению заготовки. При этом оправка передвигается вдоль хвостовика. Когда паз оправки сходит со шпонки, оправка начинает вращаться вместе с заготовкой и нарезка резьбы автоматически прекращается. Длину нарезки резьбы можно изменить, регулируя положение шпонки относительно втулки.
Нарезка резьбы метчиками и плашками считается малопрогрессивным процессом, так как осуществляется при низких режимах резания, требует времени на свинчивание инструментов (при этом повреждается обработанная поверхность). Поэтому на токарных станках резьбу часто нарезают резьбовыми резцами.
Профиль режущей части резьбового резца должен соответствовать профилю обрабатываемой резьбы. Следовательно, при нарезке метрической резьбы он должен составлять 60°, а при нарезке трубной и дюймовой резьбы — 55°. Передний угол при чистовой нарезке резьбы равен нулю. Бывают резьбовые резцы для нарезки наружной и внутренней резьбы.
Нарезку резьбы можно выполнять производительнее, применяя вместо обычных резцов резьбовые гребенки. По форме они обычно бывают плоскими и круглыми. Гребенка — это фактически несколько резцов, сложенных вместе. Она состоит из режущей и калибровочной частей. Режущая часть имеет два-три зуба, между которыми распределяется весь припуск. Благодаря этому можно уменьшить количество проходов, необходимых для нарезки резьбы, по сравнению с обычными резьбовыми резцами.
Перед работой станок налаживают. Сущность наладки заключается в том, что за один оборот шпинделя суппорт с резцом должен передвинуться в продольном направлении на расстояние, равное шагу обрабатываемой резьбы. Если по паспорту станок не имеет нужной подачи, то следует изменить скорость вращения ходового винта, подбирая при этом соответствующие сменные зубчатые колеса.
После наладки станка и закрепления заготовки и резца начинают нарезать резьбу. Сначала резец устанавливают на небольшую глубину резания и проверяют образовавшуюся винтовую риску на точность шага. После этого по лимбу постепенно увеличивают глубину резания до тех пор, пока не получат полного профиля резьбы. После каждого рабочего прохода резец отводят от заготовки, с использованием механической подачи возвращают его в исходное положение и снова устанавливают на определенную глубину резания.
Различают два способа нарезки. Первый из них применяют для нарезки резьбы с шагом меньше 2 мм и чистовой обработки резьбы больших размеров. При черновой нарезке стружка, образуемая обеими кромками резца, препятствует нормальной работе, и на обработанной поверхности могут быть неровности. По второму способу верхнюю часть суппорта устанавливают под углом а/2 (а — угол профиля резьбы) и подают под этим углом коси детали . При этом способе основную работу выполняет левая режущая кромка резца. Нарезку резьбы заканчивают с использованием первого способа, так как он обеспечивает более высокую точность.
При нарезке резьбы необходимо предусмотреть канавки для выхода резца, глубина которых немного больше глубины резьбы, а ширина равна двум-трем шагам резьбы.